

В последнее время отмечается рост производства тканей и пряжи на текстильных предприятиях города Камышина. Рост производства продукции обусловлен объёмными вложениями в техническое перевооружение предприятий, что в свою очередь повлекло за собой получение пряжи и ткани более высокого качества.
Техническое перевооружение приготовительного отдела ткацкого производства, в связи с заменой старого оборудования на новое, повлекло за собой повышение требований к процессу подготовки технологического режима снования.
Необходимо найти новые методы разработки оптимальных технологических параметров, которые позволят в короткие сроки получить требуемый результат.
Новые методы должны быть разработаны с использованием информационных технологий.
Процессам подготовки нитей к ткачеству придаётся особое значение, а в частности к технологическому процессу снования основных нитей, так как от качества подготовки основы в значительной степени зависит обрывность нитей в ткачестве.
Основным показателем качества технологического процесса снования является создание равномерного и одинакового по величине натяжения всех основных нитей.
При увеличении натяжения показатели свойств используемых нитей ухудшаются, в то же время при недостаточном натяжении нитей получают паковку с недостаточной плотностью намотки. В результате неравномерности натяжения может нарушиться форма паковки, на ней образуются выпуклости и впадины, что приводит к увеличению обрывности в ткачестве.
Колебания в натяжении нитей особенно отрицательно сказывается при переработке химических нитей, так как снижается их сортность из-за порока «продольная полосатость». Этот порок возникает вследствие разной окрашиваемости отдельных нитей в ткани, которая является результатом различных удлинений нитей в процессе снования.
Чтобы обеспечить эти условия при сновании, необходимо постоянно наблюдать за протеканием технологического процесса, не допускать неравномерного натяжения нитей, так как разность натяжения нитей, возникшую при сновании, невозможно устранить в дальнейшем.
Натяжение нитей при сновании имеет очень большое значение для всех последующих технологических процессов ткачества и в значительной степени определяет качество ткани. Чрезмерное натяжение нитей вызывает большую вытяжку и уменьшает упругие свойства пряжи. Вследствие этого в ткачестве возникает большая обрывность.
Оптимальные параметры снования определяются экспериментально и зависят от типа сновальной машины, способа снования, свойств используемых нитей и принятой технологии.
В настоящее время на текстильном предприятии ООО «Камышинский текстиль» в сновальном отделе устанавливаются партионные сновальные машины фирмы «Карл Майер», которые не только обеспечивают высокую производительность, но и качественную подготовку основных нитей.
Для обеспечения оптимального технологического режима снования пряжи, необходимо произвести исследование данного процесса, для этого в данной работе предлагается использовать в качестве методов математического моделирования технологического процесса снования – методы приближения функций. Поэтому целью данной работы является выбор наиболее эффективного метода моделирования процесса снования.
Экспериментальные исследования натяжения пряжи при проведении технологического процесса снования проводились на базе сновального отдела ООО «Камышинский текстиль». Объектом исследования выбрана хлопчатобумажная пряжа (табл. 1) линейной плотностью 29 текс, перематываемая на сновальной машине «Карл Майер».
Таблица 1
Техническая характеристика исследуемой пряжи
|
Наименование показателя |
Значение |
|
Вид волокна |
Хлопок |
|
Номинальная линейная плотность пряжи, текс |
29 |
|
Удельная разрывная нагрузка, сН/текс |
11,9 |
|
Коэффициент вариации по разрывной нагрузке, % |
13,8 |
|
Показатель качества (не менее) |
0,88 |
При проведении экспериментальных исследований для получения диаграмм натяжения нитей при сновании хлопчатобумажной пряжи линейной плотностью 29 текс на сновальной машине «Карл Майер» была установлена скорость снования 350 метров в минуту.
В качестве методов математического моделирования технологического процесса снования применялись математические модели, полученные при использовании методов приближения функций [1]:
- интерполяционный полином Стирлинга;
- интерполяционный полином Лагранжа;
- интерполяционный полином Ньютона;
- интерполяционный полином Бесселя;
- тригонометрический полином Фурье.
Для получения значений натяжения нитей при переработке их на сновальной машине фирмы «Карл Майер» использовалась экспресс-диагностическая установка «ТТП-2008», разработанная на кафедре «Технология текстильного производства» КТИ (филиал) ВолгГТУ. Эта установка позволяет получить тензограмму натяжения нитей и экспортировать её в цифровом виде на ПЭВМ и впоследствии производить с этими данными необходимые математические манипуляции.
На сновальной машине в динамических условиях исследовалось натяжение нитей в различных зонах сновальной машины: по высоте, по ширине и по глубине заправки.
Схема расположения точек на рамке сновальной машине фирмы «Карл Майер», в которых проводились измерения натяжения нитей основы линейной плотностью 29 текс при помощи экспресс-диагностического прибора «ТТП-2008», представлена на рис. 1.
Методика проведения измерения натяжения следующая:
- Устанавливаем датчик в месте измерения натяжения (рис. 1).
- Заправляем нити в датчик так, чтобы они проходили над балочкой и под боковыми гранями, на которых закреплен упругий элемент.
- Запускаем программу обработки и записи данных, получаемых во время проведения измерений.
- Запускаем оборудование.
- Производим запись результатов измерения.
- По полученным данным на ЭВМ строим тензограммы с помощью программы MS Excel (пример полученной в результате исследования диаграммы представлен на рис. 2).
В среде программирования Mathсad были разработаны автоматизированные методы моделирования технологических процессов ткацкого производства с использованием интерполяционных полиномов [2–5].
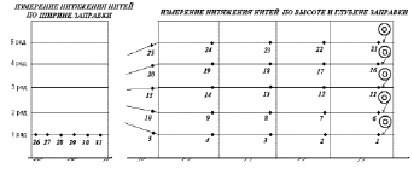
Рис. 1. Точки на рамке сновальной машины фирмы «Карл Майер», в которых проводились измерения натяжения нитей основы линейной плотностью 29 текс
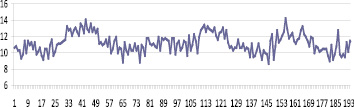
Рис. 2. Диаграмма изменения натяжения нитей основы линейной плотностью 29 текс на сновальной машине фирмы «Карл Майер» (опыт в точке 1)
Экспериментальные данные натяжения нитей, с использованием этих программ, преобразованы в математические модели. Для сравнительного анализа эффективности использования полученных математических моделей был использован метод оценки повреждаемости нитей за один цикл нагружения для различных технологических процессов на основе теории длительной прочности Москвитина.
Для оперативного расчёта повреждаемости нитей был разработан алгоритм автоматизированного расчета повреждаемости нитей для различных технологических процессов, который содержит следующие процедуры [6]:
- Ввод исходных данных (значения натяжения нити за цикл нагружения нити, полученные с помощью тензометрической установки при различных технологических процессах, эмпирические коэффициенты В и b, полученные из опытов на длительную прочность, а параметр m – на разрывной машине с постоянной скоростью нагружения для различных нитей).
- Получение математической модели зависимости натяжения нитей от времени нагружения.
- Расчет повреждаемости нитей за один цикл нагружения для различных технологических процессов на основе теории длительной прочности Москвитина.
В результате расчётов были получены значения коэффициентов повреждаемости пряжи линейной плотностью 29 текс, перематываемой на сновальной машине фирмы «Карл Майер» за один цикл нагружения, представленные в табл. 2.
Таблица 2
Значения коэффициентов повреждаемости пряжи линейной плотностью 29 текс на сновальной машине СП-140
|
№ п/п |
Фурье |
Лагранжа |
Бесселя |
Ньютона |
Стирлинга |
|||||
|
h |
ошибка |
h |
ошибка |
h |
ошибка |
h |
ошибка |
h |
ошибка |
|
|
1 |
0,27 |
4,021 |
0,32331 |
0,36246 |
0,32437 |
0,36937 |
0,32255 |
0,45142 |
0,32433 |
1,3005 |
|
2 |
0,272 |
7,572 |
0,28173 |
1,97141 |
0,27799 |
2,41912 |
0,28131 |
2,45346 |
0,27795 |
1,97141 |
|
3 |
0,275 |
4,485 |
0,24183 |
12,6733 |
0,25177 |
10,7056 |
0,25523 |
12,0306 |
0,25618 |
12,6733 |
|
4 |
0,269 |
5,359 |
0,25794 |
7,75552 |
0,26087 |
6,2518 |
0,25241 |
7,50767 |
0,26333 |
7,96347 |
|
5 |
0,27 |
9,37 |
0,32836 |
1,8997 |
0,32336 |
2,15201 |
0,33077 |
1,78709 |
0,32452 |
1,98661 |
|
6 |
0,266 |
5,153 |
0,32225 |
1,90151 |
0,31954 |
2,53196 |
0,32458 |
2,10726 |
0,31936 |
2,76821 |
|
7 |
0,269 |
6,85 |
0,30268 |
1,49562 |
0,30665 |
1,92152 |
0,29176 |
1,88786 |
0,30708 |
1,49562 |
|
8 |
0,257 |
5,65 |
0,28603 |
5,1235 |
0,28764 |
5,1235 |
0,27876 |
4,54499 |
0,29042 |
5,16978 |
|
9 |
0,26 |
3,689 |
0,28701 |
6,93505 |
0,29531 |
7,5824 |
0,28841 |
6,6781 |
0,29582 |
6,93505 |
|
10 |
0,277 |
6,065 |
0,23811 |
2,4192 |
0,23837 |
2,83999 |
0,24167 |
2,90808 |
0,23988 |
3,06674 |
|
11 |
0,259 |
5,29 |
0,33294 |
2,72774 |
0,32496 |
2,89393 |
0,3345 |
2,35886 |
0,3245 |
3,27077 |
|
12 |
0,266 |
6,606 |
0,30409 |
6,91952 |
0,31719 |
6,64719 |
0,31738 |
6,36402 |
0,31392 |
7,25146 |
|
13 |
0,274 |
8,686 |
0,24571 |
14,2768 |
0,26174 |
14,4493 |
0,24868 |
14,4073 |
0,26232 |
14,2768 |
|
14 |
0,261 |
4,638 |
0,30046 |
4,67952 |
0,30901 |
4,67952 |
0,29913 |
4,6818 |
0,30825 |
4,69552 |
|
15 |
0,271 |
5,645 |
0,30286 |
1,89054 |
0,3025 |
1,93412 |
0,30284 |
1,93443 |
0,30062 |
1,97217 |
|
16 |
0,27 |
4,899 |
0,30222 |
3,52855 |
0,30846 |
4,00811 |
0,30153 |
2,03736 |
0,3092 |
3,52855 |
|
17 |
0,269 |
5,789 |
0,29045 |
4,35624 |
0,30464 |
4,5634 |
0,31206 |
3,79361 |
0,30514 |
4,35624 |
|
18 |
0,268 |
5,384 |
0,32712 |
3,96552 |
0,31801 |
3,96552 |
0,32278 |
4,18652 |
0,31708 |
4,47807 |
|
19 |
0,26 |
4,283 |
0,31385 |
5,56299 |
0,31017 |
5,88913 |
0,31513 |
5,14775 |
0,30593 |
5,49669 |
|
20 |
0,27 |
4,492 |
0,22864 |
5,24157 |
0,24571 |
7,42195 |
0,23915 |
4,87863 |
0,24298 |
5,85914 |
|
21 |
0,273 |
5,41 |
0,29082 |
3,20988 |
0,29527 |
3,48885 |
0,27818 |
3,11706 |
0,2956 |
3,20988 |
|
22 |
0,273 |
6,399 |
0,29805 |
1,59836 |
0,29864 |
1,5007 |
0,30038 |
1,50312 |
0,299 |
1,77455 |
|
23 |
0,269 |
3,285 |
0,22407 |
11,5394 |
0,25386 |
11,5394 |
0,24723 |
9,72733 |
0,25649 |
10,0557 |
|
24 |
0,269 |
7,551 |
0,31729 |
4,42158 |
0,31426 |
4,42161 |
0,30715 |
4,33802 |
0,3142 |
4,42158 |
|
25 |
0,265 |
5,792 |
0,30384 |
5,3878 |
0,29809 |
7,75007 |
0,30514 |
5,58553 |
0,29855 |
5,50929 |
|
26 |
0,277 |
4,763 |
0,28068 |
4,68695 |
0,28783 |
4,65991 |
0,2784 |
4,89863 |
0,28767 |
4,68695 |
|
27 |
0,268 |
13,505 |
0,25158 |
8,58947 |
0,26735 |
9,30351 |
0,26362 |
7,63606 |
0,26768 |
8,58947 |
|
28 |
0,272 |
5,27 |
0,32465 |
1,68215 |
0,32515 |
1,83803 |
0,32176 |
1,71887 |
0,32518 |
2,56523 |
|
29 |
0,265 |
5,878 |
0,31977 |
2,47345 |
0,32442 |
4,68598 |
0,33033 |
2,98362 |
0,3253 |
2,47345 |
|
30 |
0,272 |
3,777 |
0,30595 |
2,1132 |
0,30672 |
2,17205 |
0,32292 |
3,21759 |
0,30677 |
2,1132 |
|
31 |
0,27 |
6,935 |
0,27717 |
7,76156 |
0,27192 |
7,72881 |
0,2749 |
7,99694 |
0,27162 |
7,981 |
В результате расчёта коэффициентов повреждаемости перематываемой на сновальной машине хлопчатобумажной пряжи линейной плотностью 29 текс на основе использования теории длительной прочности Москвитина в динамических условиях работы сновальной машины по высоте, ширине и глубине заправки было установлено, что наибольшую повреждаемость по ширине заправки имеют нити, сматываемые с боковых крайних бобин шпулярника (коэффициент повреждаемости составляет 0,277), наибольшую повреждаемость по высоте заправки имеют нити, сматываемые с верхних и нижних крайних бобин шпулярника (коэффициент повреждаемости составляет 0,273), наименьшую повреждаемость испытывают нити, сматываемые с бобин среднего ряда (коэффициент повреждаемости составляет 0,257), разница между значениями коэффициентов составляет 0,02.
Исследования, проведенные на кафедре ткачества МГТУ им. А.Н. Косыгина [7], показали, что:
1) при η < 0,25 процесс протекает в спокойных условиях;
2) при η = 0,25–0,5 процесс проходит в довольно напряженных условиях;
3) при η = 0,5–0,75 процесс возможен, но наблюдается повышенная обрывность нитей (примерно в 2 раза);
4) при η = 0,75–1 процесс возможен, но резко увеличивается обрывность нитей (примерно в 5 раз);
5) при η > 1 процесс практически невозможен.
В результате проведенных исследований было установлено, что при осуществлении технологического процесса снования хлопчатобумажной пряжи линейной плотностью 29 текс на сновальной машине фирмы «Карл Майер» на ООО «Камышинский Текстиль» процесс сматывания нити с бобин среднего ряда протекает в спокойных условиях, а сматывание с бобин крайних рядов осуществляется в довольно напряженных условиях. Поэтому рекомендуется для выравнивания натяжения нитей при сновании хлопчатобумажной пряжи в последних рядах шпулярника отрегулировать вес грузовых шайб натяжных приборов.
Для сравнительного анализа эффективности использования различных интерполяционных полиномов при оценке повреждаемости нитей был произведен расчёт средней квадратической ошибки значений функции, построенных на основе экспериментальных данных и данных математических моделей, полученных различными методами приближения функций, представленной в табл. 3.
Таблица 3
Сравнительный анализ значений средней квадратической ошибки значений функции, построенных на основе экспериментальных данных и данных математических моделей, полученных различными методами приближения функций
|
Наименование метода приближения функций |
||||
|
Метод приближения функций по Фурье |
Метод приближения функций по Лагранжу |
Метод приближения функций по Бесселю |
Метод приближения функций по Ньютону |
Метод приближения функций по Стирлингу |
|
5,887 |
4,811 |
5,079 |
4,673 |
4,964 |
Таким образом, сравнительный анализ применения различных методов приближения функций для оценки степени повреждаемости нитей при сновании показал, что наиболее точно описывает технологический процесс метод с использованием интерполяционного полинома Ньютона.
Выводы
- Проведён эксперимент по определению натяжения хлопчатобумажной пряжи при проведении технологического процесса снования на партионной сновальной машине фирмы «Карл Майер».
- Разработаны автоматизированные методы моделирования технологических процессов ткацкого производства с использованием интерполяционных полиномов в среде программирования Mathсad.
- Сравнительный анализ применения различных методов приближения функций для оценки степени повреждаемости нитей при сновании показал, что наиболее точно данный технологический процесс описывает метод с использованием интерполяционного полинома Ньютона.
Библиографическая ссылка
Назарова М.В., Романов В.Ю. ВЫБОР ОПТИМАЛЬНОГО МЕТОДА МОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СНОВАНИЯ ПРИ ЭКСПЕРИМЕНТАЛЬНОМ ИССЛЕДОВАНИИ ВЫРАБОТКИ ТКАНИ ПОЛОТНЯНОГО ПЕРЕПЛЕТЕНИЯ // Международный журнал прикладных и фундаментальных исследований. 2014. № 9-3. С. 13-17;URL: https://applied-research.ru/ru/article/view?id=5858 (дата обращения: 01.07.2026).