

Практически все мировые лидеры в области сварочного производства (Lincoln Electric, ESAB, KEMPPI и др.) ориентированы преимущественно на разработку и производства инверторных сварочных источников питания для ручной дуговой сварке [1].
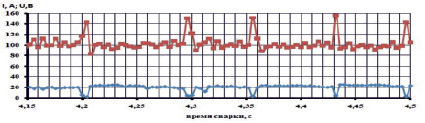
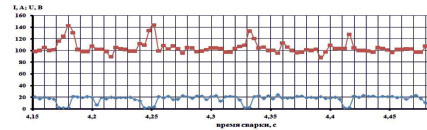
Анализ осциллограмм процесса сварки от инвертора и диодного выпрямителя (рисунок) показывает [2] различие энергетических параметров процесса сварки во время образования и переноса капли электродного металла. При сварке от инвертора значения тока Iмах к.з. и Iмин изменяется 90…140 А, а при сварке диодным выпрямителем – 80…160 А, при Iраб 100 А. Следовательно, изменяется тепловложение в каплю электродного металла, а значит и размер переносимых капель электродного металла.
Расчет теплосодержания капель электродного металла при использовании источников питания с различными энергетическими характеристиками показал [3], что применение инверторных источников питания позволяет снизить перегрев капель электродного металла на 15-37 % по сравнению с диодным выпрямителем.
Теоретическое исследование
Расчетная формула объема переносимых капель электродного металла при сварке источниками питания с различной энергетической составляющей позволит спрогнозировать коэффициент перехода легирующих элементов с покрытого электрода в наплавленный металл, оценить процент перехода этих элементов в шлаковую и газовую составляющую, т.к. химические реакции при сварке почти полностью заканчиваются на стадии образования капли [4].
При изучении переноса электродного металла принимают следующие допущения [5]: столб дуги неподвижен и соостен с электродом, а капля металла имеет форму сегмента или шара. Приняв, что капля на торце электрода имеет форму шарового сегмента с основанием равным сечению электрода, массу капли можно определить по формуле [5]:
 (1)
(1)
где m – масса капли, г;
γ – плотность жидкого металла, г/мм3;
R – радиус кривизны поверхности капли, мм
r0 – радиус электродного стержня, мм
С другой стороны, массу переходящих капель с короткими замыканиями [6] можно найти:
 , (2)
, (2)
где τк.з. – время пребывания капли на торце электрода, с.
а – коэффициент 0,33∙10–4 г/с3.
а)
б)
Рисунок Осциллограммы процесса сварки (электроды марки LB-52U диаметром 3,2 мм): а – ВД-306; б – Nebula-315
Из формул 1–2 и используя формулу Кардано [7], радиус кривизны поверхности электродной капли можно найти по формуле [8]:

 , (2.8)
, (2.8)
Формулу 2.8 можно упростить
 , (3)
, (3)
где  ;
;  .
.
Таким образом, формула 3 показывает, что чем больше короткое замыкание, тем больше радиус капли переносимого электродного металла.
Объем капли имеющей форму шарового сегмента с основанием равным сечению электрода можно определить по формуле [8]:
 . (4)
. (4)
Расчетные данные массы переносимых капель и удельной поверхности
|
Источник питания |
Ср. значения |
τк.з., 10-3 с |
Масса капли m,г |
Радиус капли R, мм |
Объем капли V, мм3 |
|
Инвертор |
I = 100А; U = 22В |
10…14 |
|
|
|
|
I = 125A; U = 24В |
7…9 |
|
|
|
|
|
Диодный выпрямитель |
I = 100А; U = 22В |
8…12 |
|
|
|
|
I = 125A; U = 24В |
6…8 |
|
|
|












Выводы
В результате теоретического исследование, была выведена математическая формула, позволяющая определять объем переносимых капель электродного металла при использовании источников питания с различными энергетическими характеристиками.
Работа выполнена при частичной финансовой поддержке гранта РФФИ No. 15-38-50600.
Библиографическая ссылка
Ильященко Д.П. МЕТОДИКА РАСЧЕТА ОБЪЕМА КАПЛИ РАСПЛАВЛЕННОГО ЭЛЕКТРОДНОГО МЕТАЛЛА MMA // Международный журнал прикладных и фундаментальных исследований. 2015. № 9-2. С. 235-237;URL: https://applied-research.ru/ru/article/view?id=7298 (дата обращения: 16.05.2026).