
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
OPTIMIZATION OF PRESSING PROCESS OF COMPOSITE FROM NONCOMPACT TITANIUM-BASED RAW MATERIAL

Титансодержащие материалы применяется во многих областях промышленного производства. В частности, их широко применяют в транспортном и химическом машиностроении, авиакосмической технике и других областях промышленности благодаря высоким показателям удельной прочности, сопротивления усталости, вязкости разрушения и коррозионной стойкости [1]. Вместе с тем производство таких материалов отличается высокой энергоёмкостью и значительным количеством трудно перерабатываемых отходов металлургического производства титана [2]. Широко распространённым методом переработки отходов металлургического производства является порошковая металлургия, позволяющая существенно уменьшить материалоёмкость продукции и объём механической обработки [3-4]. При этом открываются перспективы для создания новых композиционных материалов, обладающих уникальными свойствами [5].
Пластическое деформирование является основой процессов изготовления изделий из композиционных материалов методами порошковой и волоконной металлургии. Исследование процессов неупругого деформирования и разрушения таких структурно-неоднородных тел является актуальной задачей, для решения которой требуется привлечение современных информационных и компьютерных технологий. Применение компьютерного моделирования совместно с подходами механики структурно-неоднородных тел и оптимизации [6] открывает новые возможности комплексного анализа уплотнения, формоизменения и консолидации частиц, что позволяет совершенствовать процессы формования без применения уникального экспериментального оборудования.
Для решения задач механики деформирования композитов из порошкообразного сырья в институте машиноведения УрО РАН разработан гибридный моделирующий комплекс [7]. Он представляет собой проблемно-ориентированную оболочку, интегрирующую CAD/CAE системы с системой компьютерной математики, построенную на базе математических библиотек языка Python. Для определённого типа задач разработан программный модуль с интерфейсом, в который вводятся данные, с возможностью варьирования основных технологических параметров исследуемых процессов.
Экспериментальные данные накапливаются в базе данных и передаются в математическую подсистему, в которой обрабатываются методом регрессионного анализа.
В работе проведено изучение процесса уплотнения некомпактного титансодержащего сырья в процессе прессования и определены механические свойства порошковых композиций, содержащих переработанные в порошок отходы промышленного производства титана. С использованием симплекс метода оптимизации определён оптимальный состав порошкового композиционного материала.
Характеристика титансодержащего сырья и результаты экспериментального исследования процесса прессования композитного материала
С целью выбора оптимального состава порошкового композита для производства изделий, работающих в условиях циклических силовых и температурных нагрузок, стойких к воздействию агрессивных сред провели несколько серий отсеивающих экспериментов, результаты которых описаны в [7-9]. В этих работах исследовали процесс уплотнения смеси порошка, полученного из сплава ВТ-22 распылёнием плазмой, с добавками порошка титана ПТМ-1, полученного гидридно-кальциевым способом, порошка сплава никель-алюминий ПВ-Н70Ю30. В качестве пластифицирующих добавок использовали медный порошок ПМС-1 и стеарат цинка.
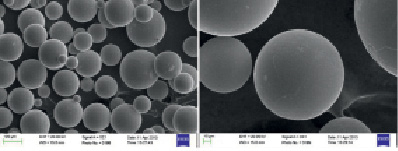
Порошок сплава ВТ-22 (Ti-5Al-5Mo-5V-1Cr-1Fe) выбран для повышения прочностных свойств композиционного материала. В материалах на основе титана алюминий повышает прочностные характеристики и жаропрочность, ванадий повышает пластичность и снижает охрупчивание материала при эксплуатации. Сплав ВТ-22 в отожженном состоянии является наиболее прочным среди серийных сплавов, используется, например, для изготовления силовых крупногабаритных деталей летательных аппаратов. Гранулометрический состав порошков определяли на анализаторе частиц по размерам и форме CAMSIZER –XT (retsch Technology, Германия). Исследуемый порошок представлен фракцией менее 440 мкм, средний размер частиц – 156 мкм. Частицы порошка имеют округлую и сферическую форму, коэффициент сферичности – 0,722, коэффициент симметричности – 0,876. Морфология и топография поверхности порошка представлена на рис. 1.
а) б)
Рис. 1. Морфология порошка, полученного из сплава ВТ-22 распылением плазмой (а); топография поверхности частиц порошка (б)
Процентное содержание пластифицирующих добавок варьировалось с учётом рекомендаций специалистов лаборатории порошковых, композиционных и нано-материалов института металлургии УрО РАН [9].
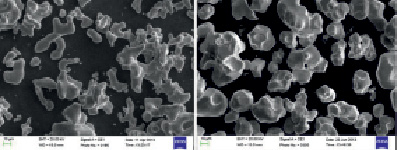
На первом этапе исследований провели прессование порошка сплава ВТ–22 в исходном состоянии и после отжига. В результате получено, что для достижения относительной плотности ρотн = 0.75…0.8 порошка ВТ–22 требуется давление прессования p более 1000 МПа. Даже при давлении порядка 1200…1300 МПа прессовки из ВТ–22 рассыпаются как из отожженного, так и неотожжённого порошка. Частицы деформируются, но не сцепляются между собой, то есть консолидация частиц для формирования компактного материала не происходит. Поэтому далее исследовали смесь порошка сплава ВТ-22 с добавками более пластичных порошков с частицами с развитой поверхностью: гидридно-кальциевого порошка титана ПТМ-1 со средним размером частиц 46,3 мкм после отжига и порошка сплава никель-алюминий, восстановленного ПВ-Н70Ю30, со средним размером частиц 43 мкм. Морфология порошков ПТМ-1 и ПВ-Н70Ю30 представлена на рис. 2.
а) б)
Рис. 2. Морфология частиц порошков: ПТМ-1 (а); сплава никель-алюминий, полученного восстановлением, марки ПВ-Н70Ю30 (б)
Образцы прессовали при давлениях 1000 МПа. Прессование брикетов проводили на гидравлическом прессе МС–500 в закрытой разборной пресс–форме. После прессования получены брикеты плотностью ρотн = 0,71..0,85 от теоретической. Качество брикетов удовлетворительное. В ряде случаев для неспечённых образцов с содержанием ВТ-22 60 % и выше наблюдалось осыпание нижней кромки. Спрессованные образцы спекались в вакууме 10-3 МПа в течение 2 часов при температуре 1200 °С, далее нагревались до температуры спекания 1 час. Режим спекания выбран в соответствии с рекомендациями [10]. Использовалась вакуумная электропечь сопротивления камерного типа СНВЭ-9/18.
Прочность брикетов оценивали по результатам опытов на осевое сжатие на универсальной испытательной машине ZWICK BT1–FR050THW/A1K. В момент начала разрушения заготовки фиксировали усилие и определяли предел прочности на сжатие σР при текущей плотности.
Результаты исследования прессовок на основе порошка сплава ВТ22 показали следующее:
1. Лучше всего прессуются порошки с равным содержанием ВТ22 и ПТМ-1 и добавкой стеарата цинка в количестве 0,1 мас. %. В целом результаты согласуются с известными положениями о влиянии стеарата цинка на плотность и прочность прессовок. Добавка стеарата цинка повышает плотность при одновременном снижении прочностных свойств прессовок [1]. Таким образом, внедрение стеарата цинка в композицию оказалось неоправданным.
2. Увеличение содержания сплава ВТ22 до 70 % приводит к существенному ухудшению прочностных свойств.
3. Добавление малого количества (5 %) медного порошка ПМС-1 в шихту позволяет повысить прочностные свойства композита, а также снижает процентное содержание дорогостоящего порошка ПТМ-1; недостатком является снижение плотности прессовок. Повышение плотности прессовок можно достигнуть увеличением давления прессования до 1000 МПа.
Результаты экспериментального исследования, после отсеивания опытов с шихтами, показаны в табл. 1. В ней приведены значения параметров спрессованных и спечённых образцов для каждого состава шихты. В таблице приведены значения процентного содержания по массе порошков ВТ-22, ПТМ-1, ПВ-Н70Ю30, предела прочности на сжатие σР в МПа и относительной плотности ρотн.
Таблица 1
Условия эксперимента и свойства титансодержащего композитного материала
|
№ п/п |
Состав шихты по массе % |
Величины, характеризующие качество прессовок после спекания |
|||||
|
ВТ-22 |
ПТМ-1 |
ПВ-Н70Ю30 |
σР, МПа; |
|
ρотн |
|
|
|
1 |
50 |
50 |
0 |
1350 |
0.99 |
0.804 |
0.828 |
|
2 |
50 |
50 |
0 |
1356 |
0.996 |
0.806 |
0.859 |
|
3 |
50 |
50 |
0 |
1360 |
1 |
0.809 |
0.906 |
|
4 |
60 |
30 |
10 |
1101 |
0.729 |
0.81 |
0.922 |
|
5 |
60 |
30 |
10 |
1103 |
0.731 |
0.812 |
0.953 |
|
6 |
60 |
30 |
10 |
1106 |
0.734 |
0.815 |
1 |
|
7 |
60 |
20 |
20 |
830 |
0.444 |
0.779 |
0.438 |
|
8 |
60 |
20 |
20 |
834 |
0.449 |
0.783 |
0.5 |
|
9 |
60 |
20 |
20 |
840 |
0.455 |
0.785 |
0.531 |
|
10 |
60 |
10 |
30 |
530 |
0.13 |
0.771 |
0.313 |
|
11 |
60 |
10 |
30 |
535 |
0.135 |
0.776 |
0.391 |
|
12 |
60 |
10 |
30 |
539 |
0.139 |
0.78 |
0.453 |
|
13 |
65 |
25 |
10 |
1052 |
0.677 |
0.787 |
0.563 |
|
14 |
65 |
25 |
10 |
1056 |
0.681 |
0.789 |
0.594 |
|
15 |
65 |
25 |
10 |
1059 |
0.684 |
0.791 |
0.625 |
|
16 |
65 |
15 |
20 |
765 |
0.376 |
0.752 |
0.016 |
|
17 |
65 |
15 |
20 |
768 |
0.379 |
0.756 |
0.078 |
|
18 |
65 |
15 |
20 |
772 |
0.383 |
0.758 |
0.109 |
|
19 |
65 |
5 |
30 |
406 |
0 |
0.751 |
0 |
|
20 |
65 |
5 |
30 |
410 |
0.004 |
0.754 |
0.047 |
|
21 |
65 |
5 |
30 |
412 |
0.006 |
0.758 |
0.109 |
|
22 |
70 |
30 |
0 |
592 |
0.195 |
0.768 |
0.266 |
|
23 |
70 |
30 |
0 |
594 |
0.197 |
0.771 |
0.313 |
|
24 |
70 |
30 |
0 |
598 |
0.201 |
0.774 |
0.359 |
|
25 |
70 |
25 |
5 |
963 |
0.584 |
0.781 |
0.469 |
|
26 |
70 |
25 |
5 |
967 |
0.588 |
0.785 |
0.531 |
|
27 |
70 |
25 |
5 |
972 |
0.593 |
0.787 |
0.563 |


В табл. 1 наряду с величинами σР и ρотн приведены их нормированные значения, которые вычислены следующим образом:
 , (1)
, (1)
 . (2)
. (2)
Данные табл. 1 использовали для оптимизации свойств композитного материала в зависимости от состава шихты для прессования заготовок.
Известно, что порошки титана и его сплавов существенно различаются по стоимости.
Учитывая невысокую стоимость порошка ВТ-22, полученного из отходов промышленного производства титана, а также сравнительно высокую стоимость порошков ПТМ-1 и ПВ-Н70Ю30, табл. 1 расширили с целью учёта стоимости (C) исходного сырья. В результате получена табл. 2, в которой Х1, Х2, Х3 – варьируемые факторы, представляющие процентное содержание по массе компонент шихты: Х1 – процентное содержание ВТ-22, Х2 – ПТМ-1, Х3 – ПВ-Н70Ю30. Параметры, выбранные в качестве критериев оптимизации, обозначены так:  обозначает
обозначает  ,
,  ,
,  . Значения YC получены следующим образом: по составу образцов вычислили их стоимость, эти значения были нормированы, т.к. стоимость конкурирует с σР и ρотн, то значения YC были получены вычитанием из 1 нормированных значений стоимости.
. Значения YC получены следующим образом: по составу образцов вычислили их стоимость, эти значения были нормированы, т.к. стоимость конкурирует с σР и ρотн, то значения YC были получены вычитанием из 1 нормированных значений стоимости.
Таблица 2
Результаты прессования композитного материала из титансодержащего материала
|
№ п/п |
Варьируемые факторы |
Критерии оптимизации |
|||||
|
Х1 |
Х2 |
Х3 |
Yσ |
Yρ |
YC |
Y |
|
|
1 |
50 |
50 |
0 |
0.99 |
0.828 |
0 |
1.818 |
|
2 |
50 |
50 |
0 |
0.996 |
0.859 |
0 |
1.855 |
|
3 |
50 |
50 |
0 |
1 |
0.906 |
0 |
1.906 |
|
4 |
60 |
30 |
10 |
0.729 |
0.922 |
0.5 |
2.15 |
|
5 |
60 |
30 |
10 |
0.731 |
0.953 |
0.5 |
2.184 |
|
6 |
60 |
30 |
10 |
0.734 |
1 |
0.5 |
2.234 |
|
7 |
60 |
20 |
20 |
0.444 |
0.438 |
0.668 |
1.55 |
|
8 |
60 |
20 |
20 |
0.449 |
0.5 |
0.668 |
1.617 |
|
9 |
60 |
20 |
20 |
0.455 |
0.531 |
0.668 |
1.654 |
|
10 |
60 |
10 |
30 |
0.13 |
0.313 |
0.832 |
1.275 |
|
11 |
60 |
10 |
30 |
0.135 |
0.391 |
0.832 |
1.358 |
|
12 |
60 |
10 |
30 |
0.139 |
0.453 |
0.832 |
1.425 |
|
13 |
65 |
25 |
10 |
0.677 |
0.563 |
0.661 |
1.901 |
|
14 |
65 |
25 |
10 |
0.681 |
0.594 |
0.661 |
1.936 |
|
15 |
65 |
25 |
10 |
0.684 |
0.625 |
0.661 |
1.971 |
|
16 |
65 |
15 |
20 |
0.376 |
0.016 |
0.835 |
1.227 |
|
17 |
65 |
15 |
20 |
0.379 |
0.078 |
0.835 |
1.293 |
|
18 |
65 |
15 |
20 |
0.383 |
0.109 |
0.835 |
1.328 |
|
19 |
65 |
5 |
30 |
0 |
0 |
1 |
1 |
|
20 |
65 |
5 |
30 |
0.004 |
0.047 |
1 |
1.051 |
|
21 |
65 |
5 |
30 |
0.006 |
0.109 |
1 |
1.115 |
|
22 |
70 |
30 |
0 |
0.195 |
0.266 |
0.646 |
1.107 |
|
23 |
70 |
30 |
0 |
0.197 |
0.313 |
0.646 |
1.156 |
|
24 |
70 |
30 |
0 |
0.201 |
0.359 |
0.646 |
1.207 |
|
25 |
70 |
25 |
5 |
0.584 |
0.469 |
0.766 |
1.819 |
|
26 |
70 |
25 |
5 |
0.588 |
0.531 |
0.766 |
1.885 |
|
27 |
70 |
25 |
5 |
0.593 |
0.563 |
0.766 |
1.922 |
Постановка и формализация
задачи оптимизации
Задача оптимизации композиционного материала заключается в следующем: определить оптимальный состав шихты, при котором прессованием некомпактного титансодержащего сырья получается заготовка с максимальными механическими свойствами, при минимальных затратах на их получение.
Для решения задачи ввели обобщённый критерий для выбора оптимального состава шихты:
 . (3)
. (3)
Приняли в первом приближении, что  .
.
Из физических соображений наложили следующие ограничения:
 ; (4)
; (4)
 . (5)
. (5)
Зависимость обобщённого критерия оптимальности технологического процесса от варьируемых факторов представили линейной моделью:
 . (6)
. (6)
Таким образом, поставленная задача свелась к решению задачи линейного программирования: требуется найти состав шихты для прессования композитного материала, при котором целевая функция (6) достигает максимума с учётом ограничений (4,5).
Решение задачи оптимизации процесса прессования композитного материала
По формуле (3) получили значения целевой функции Y (см. табл. 2).
Модель для Y искали в виде (6) методом наименьших квадратов, решив задачу определения неизвестных коэффициентов b0, b1, b2, b3. Была составлена совместная система уравнений для Y путём формирования матрицы из значений Х1, Х2, Х3. Был получен следующий результат:
 .
.
Невязка между экспериментальными и модельными значениями Y составила 0.09. Для её уменьшения зависимость обобщённого критерия оптимальности технологического процесса от варьируемых факторов представили квадратичной моделью:


 . (7)
. (7)
Для этой модели был получен следующий результат:


 . (8)
. (8)
Невязка между экспериментальными и модельными значениями Y составила 0.05. На основании равенства (5) выразим Х3 через Х1, Х2, и изобразим функцию (8) (рис. 3).
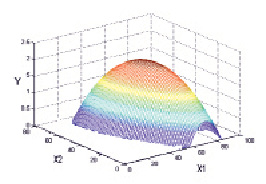
Рис. 3. Функция Y(Х1, Х2)
Оптимальный состав шихты был получен поиском минимума нелинейной функции (8), умноженной на – 1, с равенством Х1 + Х2 + Х3 = 100 и в следующих границах 0 ≤ Х1 ≤100, 0 ≤ Х2 ≤100, 0 ≤ Х3 ≤100 посредством поиска минимума скалярной функции нескольких переменных с ограничениями начиная с начального приближения симплекс методом (функция fmincon системы Matlab). Получены следующие оптимальные значения: Х1 = 55, Х2 = 36, Х3 = 9.
Заключение
На основе анализа данных экспериментов даны рекомендации по выбору оптимального состава композиционного материала. Использована методика оптимизации получения композита из некомпактного титансодержащего сырья, включающая в себя нормирование, метод наименьших квадратов, поиск минимума обобщённого критерия. По этой методике было определено, что для получения композита из титансодержащего сырья с максимальными плотностью и пределом прочности, и минимальной стоимостью должен быть следующий состав шихты: 55 % порошка из сплава ВТ-22, 36 % порошка титана ПТМ-1, 9 % порошка сплава никель-алюминий, восстановленного ПВ-Н70Ю30.
Библиографическая ссылка
Залазинский А.Г., Крючков Д.И., Нестеренко А.В., Титов В.Г. ОПТИМИЗАЦИЯ ПРОЦЕССА ПРЕССОВАНИЯ КОМПОЗИТА ИЗ НЕКОМПАКТНОГО ТИТАНСОДЕРЖАЩЕГО СЫРЬЯ // Международный журнал прикладных и фундаментальных исследований. 2016. № 8-3. С. 334-339;URL: https://applied-research.ru/en/article/view?id=10029 (дата обращения: 05.06.2026).