
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
SUBSTANTIATION OF OPTIMUM SHAPE OF THE SUPPORT CONE IN MULTIROLL ROTARY TOOL FOR MACHINING SPD.

Одной из основных частей многороликовых ротационных инструментов для обработки поверхностей деталей ППД является опорный конус, выполняемый в виде прямого кругового конуса. Назначением этой детали инструмента является установка роликов на требуемый задний угол и возможность настройки роликов на заданную глубину их внедрения в обрабатываемую поверхность.

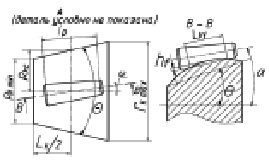
Рис. 1. Установка роликов в раскатнике с опорным конусом. 1-шомпол; 2 – рычаг: 3- конус опорный; 4- сепаратор; 5- ролик; 6- гайка. 7 – обрабатываемая заготовка
В ряде случаев, при необходимости обеспечения самозатягивания или уменьшения осевой силы, действующей на инструмент, ролики устанавливают на угол по отношению к оси детали для перемещения по винтовой линии соответствующей подаче и вычисляемой по формуле:
 (1)
(1)
где ` - дополнительный угол компенсирующий проскальзывание (` = 10` … 15`)
So – подача инструмента, мм/мин; dp - диаметр ролика, мм.
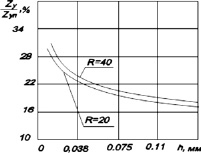
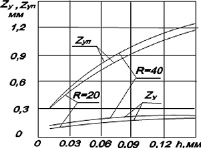
Если = 0, то контакт между роликами и опорным конусом при отсутствии нагрузки будет линейным, так как оба тела соприкасаются по образующим. Поворот роликов на угол самозатягивания превращает линейный контакт в точечный. В случае приложения нагрузки этот контакт превращается в эллиптический с площадью небольших размеров. На рис. 2 изображено соотношение между площадями пластического отпечатка, вычисленными по формуле (3) [3] и упругого контакта вычисленными по формулам Герца [1].
а б
Рис.2. Зависимость ширины контактной зоны от глубины внедрения деформирующего ролика в обрабатываемую деталь при упругопластическом и упругом контактах (a) и их процентное отношение (б): zуп – упругопластический контакт; zy – упругий контакт
Как видно из рис. 2,а площадь контакта пластически деформируемой зоны между обрабатываемой поверхностью с роликами значительно больше, чем площадь контакта между роликами и опорным конусом. При равенстве сдавливающих сил напряжения пропорциональны площадям контактов, поэтому максимальное напряжение будет приложено на упругом контакте, что и определит в основном усталостную прочность роликов и опорного конуса. Условия нагрузки на обрабатываемую поверхность определяют необходимые параметры качества обработанной поверхности и являются заданными. В связи с этим необходимо изменить условия деформирования между роликами и опорным конусом, таким образом, чтобы уменьшить между ними контактные напряжения. Для этого, очевидно, что при установке на угол самозатягивания, ролики и опорный конус должны соприкасаться по своим образующим на всей длине контакта. Этого можно достичь изменением формы боковой поверхности роликов или опорного конуса. С точки зрения технологичности предпочтительным является изменение формы опорного конуса, так как роликов значительно больше и очень часто используются готовые ролики с прямолинейной образующей из конических подшипников.
Решим эту задачу отдельно для обработки вала и отверстия. С этой целью рассмотрим взаимодействие конических деформирующих роликов и опорного конуса.
При параллельном положении образующих ролика и опорного конуса в соответствии с теорией Герца [1], их сближение определяется зависимостью:
 (2)
(2)
где Zуп - ширина упругого контакта между роликом и опорным конусом вычисляется по формуле
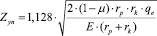 (3)
(3)
В приведенных формулах величины радиусов ролика rp и опорного конуса rk приняты равными среднему значению.
При взаимно перпендикулярном положении осей ролика и опорного конуса их сближение определяется зависмостью:
 (4)
(4)
При повороте ролика на угол самозатягивания сближение будет иметь промежуточное значение между величинами вычисленными по предыдущим двум формулам.
Так как в литературе нет формул для вычисления сближения при произвольном угле пересечения двух цилиндрических тел, что предположим, что в зависимости от угла самозатягивания сближение будет иметься по закону:
 (5)
(5)
Откуда следует, что при = 00 и = 900 сближение будет совпадать с граничными условиями задачи (2) и (4).
Глубина внедрения роликов в поверхность опорного конуса при их взаимном нагружение является переменной по длине контакта, причем в контакте находится только часть длины ролика. Радиус вектор ОМ проведенный из произвольной точки М образующий перпендикулярно оси опорного конуса определит уравнение поверхности вращения соприкасающейся с деформирующим роликом по прямой линии (рис.1)
 (6)
(6)
где x и y – текущие координаты уравнения искомой поверхности вращения. Поверхность прямого кругового конуса для тех же размеров обрабатываемой поверхности изменяется по закону:
 (7)
(7)
Длина упругого контакта равна значению lk при условии h1=0. На рис. 1 представлены зависимости изменения сближения роликов с опорным конусом по длине контакта рассчитанные по формулам (2,4,5).
Учитывая, что при упругом взаимодействии напряжения пропорциональны деформациям, можно считать, что эпюра контактных напряжений будет пропорциональна эпюре сближения роликов с опорным конусом. Следовательно, при установке роликов на угол самозатягивания, напряжения распределены по длине контакта неравномерно. Из формулы (5) видно, что равномерное распределение деформаций и напряжений, имеет место, когда зависимость (2) равна по численному значению зависимости (4). Таким образом форма поверхности опорного конуса описываемого уравнением (6) будет оптимальной с точки зрения минимизации напряжений на упругом контакте. Из этого уравнения следует что при = 00, оно превращается в уравнение прямого кругового конуса:
 (8)
(8)
Полагая затем =00, найдем:
 (9)
(9)
и, принимая соотношение постоянных величин в виде
 (10)
(10)
получим уравнение гиперболоида вращения:
 (11)
(11)
Это линейчатые поверхности, следовательно, и поверхность описываемая уравнением (11), при произвольных и , тоже будет линейчатой.
В последнее время режим самозатягивания находит широкое применение для обработки длинномерных деталей, особенно при совмещенной обкатке резанием и ППД роликами гладких валов и отверстий. В последнем случае необходимо создать максимально возможную силу сцепления деформирующих роликов с обрабатываемой поверхностью. Как показывают исследования работы обкатников работающих в режиме самозатягивания, усилие обкатывания которых обеспечивает момент преодолевающий силы резания, иногда возникает проскальзывание роликов, причем проскальзывание роликов по поверхности опорного конуса наступает при меньшем усилии по сравнению с проскальзыванием роликов относительно обрабатываемой поверхности. Предположительно, это происходит по причине неплотного прилегания деформирующих роликов, а только по их концам, так как за счет установки роликов на угол самозатягивания между внутренней поверхностью опорного конуса и средней частью роликов образуется зазор (рис. 1).
Определим оптимальную форму внутренней поверхности опорного конуса для обработки валов при условии соприкосновения роликов по прямой линии с опорным конусом для чего будем предполагать, что деформирующие ролики опираются не на коническую, а на цилиндрическую поверхность отверстия конуса, это допустимо в виде малого угла конусности опорного конуса (не более 20).
В этом случае радиус цилиндрической поверхности примем равным:
 (12)
(12)
В этом предположении, при совместном сечении ролика и конуса плоскостью А – А (рис. 1) в сечении образуется пересекающиеся эллипс и отрезок прямой, концы которого расположены на эллипсе в точках А и Б. Уравнение эллипса образующегося в сечении будет иметь вид:
 (13)
(13)
Подставляя в это уравнение координаты точек С и Б, то есть Х и вычитая правую часть из радиуса, то получим величину максимального зазора.
 (14)
(14)
С точки зрения технологичности изготовления предпочтительней изменить форму опорного конуса, чем деформирующих роликов. В зависимости от применяемой технологии, целесообразно также заменить эллипс окружностью. Радиус этой окружности можно вычислить по формуле:
 (15)
(15)
Полученные формулы позволяют обеспечить обработку рабочей поверхности опорного конуса с заданной формой и получить контакт соприкосновения деформирующего элемента с ним по линии.
Библиографическая ссылка
Отений Я.Н., Вирт А.Э., Лаврентьев А.М. ОБОСНОВАНИЕ ОПТИМАЛЬНОЙ ФОРМЫ ОПОРНОГО КОНУСА В МНОГОРОЛИКОВЫХ РОТАЦИОННЫХ ИНСТРУМЕНТАХ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ППД. // Международный журнал прикладных и фундаментальных исследований. 2016. № 12-3. С. 456-459;URL: https://applied-research.ru/en/article/view?id=10861 (дата обращения: 04.07.2026).