
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
MODULAR APPROACH APPLICATION DURING THE DESIGN-ENGINEERING PREPRODUCTION

Современное машиностроение проникло практически во все сферы человеческой деятельности и достигло огромных успехов в повышении её эффективности. Оно превратилось в технологическую базу промышленности, определяющую уровень технологического развития страны, её безопасности. Современное производство становится в высшей степени гибким, ориентированным на индивидуальные запросы потребителей и на определенные объемы производства с учетом емкости рынка сбыта. Прошли времена, когда предприятие могло выпускать одну и ту же продукцию десятилетиями. Сегодня видна тенденция сокращения жизненного цикла изделия, обусловлена стремлением производителей быстрее и максимально полнее удовлетворять потребности общества, что, в свою очередь, стимулирует рост этих потребностей. Непрерывно растущие потребности общества порождают рост разнообразия машиностроительных изделий, расширяют область их назначения. Необходимость выпуска конкурентоспособной продукции требует непрерывного совершенствования технологических процессов и средств технологического оснащения.
Решение этой проблемы лежит в автоматизации труда технолога, что в свою очередь, требует дальнейшего развития научных основ технологии машиностроения. Оно должно идти в направлении более глубокого изучения закономерностей технологических процессов, повышения уровня обобщений, формализаций результатов исследований, применения математических методов, совершенствования методов расчета и разработки технологических процессов, проектирования средств технологического оснащения, метода организации технологической подготовки производства, что в современных условиях возможно только при широком использовании ЭВМ.
С расширение номенклатуры выпускаемых изделий, снижением жизненного цикла традиционные виды технологий (единичная, типовая, групповая) уже не удовлетворяют требованиям производства. Потому назрела необходимость поиска нового вида технологии, позволяющей существенно снизить сроки технологической подготовки производства и поднять ее эффективность. Перспективным в этом отношении является новый вид технологии – модульная технология, позволяющая эффективно использовать ЭВМ. Она базируется на сквозном применении модульного принципа конструкторско-технологической подготовки производства. Такой подход позволяет на каждом предприятии с использованием ЭВМ организовать элементарную базу технологических процессов на модульном уровне и из них методом компоновки строить технологические процессы, оборудование и гибкие производственные системы. В связи с этим внедрением новых технологических процессов о широком применении ЭВМ является важнейшим направлением технологии XXI века. В данном исследовании рассматривается применение модульного принципа в конструкторско-технологической подготовке производства.
Чтобы применить модульный принцип необходимо составить технологический код детали. В основу технологической классификации положены следующие основные признаки: размерная характеристика, группа материалов, вид деталей по технологическому методу изготовления, вид исходной заготовки, квалитет, параметры шероховатости, технологические требования, характеристика термической обработки, наличие покрытия, характеристика массы и др. Коды деталей по технологическому классификатору вместе с кодами деталей по классификатору ЕСКД являются исходной информацией, которая используется предприятиями на стадии конструкторской и технологической подготовки производства. Процесс кодировки заключается в присвоении детали кода классификационных группировок конструктивных признаков по классификатору ЕСКД (шесть знаков) и технологических признаков по технологическому классификатору (14 знаков).
Чтобы однозначно описать машиностроительное изделие совокупностью модулей, надо найти в изделии такие «частицы», которые смогут выступать в роли этих модулей, не зависеть от его конструкции и быть постоянным во времени. Такая «частица» была найдена, она представляет собой сочетание поверхностей, с помощью которого деталь выполняет соответствующую функцию. Это и является модулем поверхности детали. Сущность модульных технологий заключается в том, что изделие представляется совокупностью конструкций функциональных МП (модуль поверхностей), не зависящих от технологии их изготовления, а его технологический процесс и средства технологического оснащения строятся методом компоновки из типовых модулей технологического обеспечения МП. На основе модульной технологии появляются возможности свести к минимуму дублирование ТПП (технологическая подготовка производства), снизить избыточное разнообразие технологических процессов, оборудования, оснастки, более полно использовать технологические и технические возможности средств технологического оснащения, совершенствовать организационные формы производственного процесса, внедрять системный подход в унификацию изделий и их технического обеспечения.
Система, построенная из модулей, отличается следующими тремя свойствами:
во-первых, имеется точное определение качественных признаков каждого составляющего модуля;
во-вторых, известным является число типов составляющих модулей;
в-третьих, существует порядок, по которому составляющие модули собираются в систему.
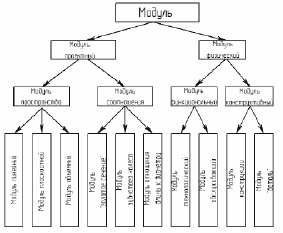
В соответствии с изложенным можно построить следующую классификацию мо-дулей изделия, представленную на Рис. 1.
Рис. 1. Классификация модулей
Как уже отмечалось, одна и те же конструкция изделия может иметь разное назначение в зависимости от стадии его жизненного цикла.
Поэтому изделие как объект эксплуатации представляется одними модулями, а как предмет производства – другими модулями.
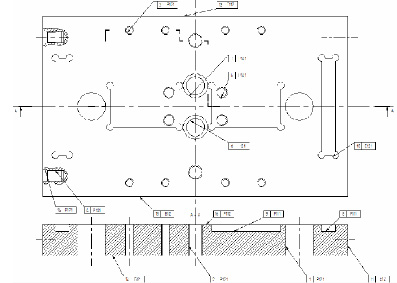
Так же и деталь, и отдельные ее поверхности как объекты эксплуатации предназначены выполнять соответствующие функции. Модульное представление детали раскрывает функциональное назначение ее поверхностей, определяет поверхности, совместно выполняющие соответствующую функцию, их размерные связи. Для того чтобы представить деталь в модульном исполнение, мы воспользовались классификацией модульных поверхностей. В соответствии с классификацией плита нижняя имеет три базирующих плоских наружных модульных поверхности 12,11,15Б12. Десять рабочих модульных поверхностей: восемь внутренних поверхностей вращения 1,2,3,4,5,6,7,14Р121 и две плоские внутренние поверхности 8,9Р111. Также присутствуют две связующие поверхности, одна из которых внутренняя модульная поверхность вращения 10С121 и одна связующая плоская наружная поверхность 13С112. (Рис. 2.)
Рис. 2. Плита нижняя в модульном исполнении
Граф модульных поверхностей – это модульная система, показывающая структуру детали и относительно положение модульных поверхностей. Граф модульных поверхностей каждой детали строится следующим образом. За вершину графа принимается базовая модульная поверхность (БМП), являющийся комплектом основных баз. На втором уровне располагаются МП, у которых базовой является МП первого уровня. На третьем уровне располагаются МП, у которых базой являются МП второго уровня и т.д., до тех пор, пока не будет записан последний МП, в результате чего получаем граф МП детали. (Рис. 3)
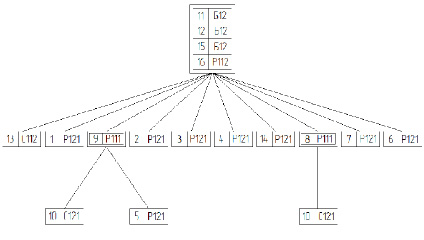
Рис. 3. Граф модульных поверхностей плиты нижней
Граф модульных поверхностей детали, который отличается наглядностью и несет информацию о составе модульных поверхностей, их характеристиках, базах. В результате проведенного анализа был получен чертеж детали плита нижняя в модульном исполнении. Для этого потребовалось первоначально проверить деталь на технологичность, в результате чего было выявлено, что объект производства технологичен и, следовательно, может быть использован для дальнейшего анализа. Так же был составлен конструкторско-технологический код детали.
В данном исследовании на примере детали «плита нижняя» было выявлено ее служебное назначение с помощью поверхностей, которые можно разделить на три класса: базирующие, рабочие, связующие. Затем, положив в основу служебный признак, построена классификация функциональных модулей поверхностей, состоящая из базирующих, рабочих и связующих модулей. Модульная поверхность представляет собой сочетание поверхностей, с помощью которого деталь выполняет соответствующую функцию.
Представление детали совокупностей модулей поверхностей существенно упрощает понимание, как конструкции детали, так и технических требований. Чертеж детали «плита нижняя» в модульном исполнении характеризует функциональное назначение каждой поверхности, сочетание поверхностей, совместно выполняющих служебные функции детали, размерные связи между поверхностями внутри модуля и между модулями, конструкторские базы. Все это позволит свести к минимуму многочисленные неточности в простановке размеров, технических требований, их избыточности или недостаточности. В заключение был составлен граф модульных поверхностей детали, который отличается наглядностью и несет информацию о составе модульных поверхностей, их характере.
Библиографическая ссылка
Мартыненко О.В. ПРИМЕНЕНИЕ МОДУЛЬНОГО ПРИНЦИПА В КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКЕ ПРОИЗВОДСТВА // Международный журнал прикладных и фундаментальных исследований. 2016. № 12-4. С. 605-608;URL: https://applied-research.ru/en/article/view?id=10889 (дата обращения: 28.05.2026).