
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
MODIFIED ARBOLITE FROM LOCAL RAW MATERIALS OF THE KYRGYZ REPUBLIC ON ENERGY-SAVING TECHNOLOGY FOR BUILDING STRUCTURE ENVELOPE

Правительством Кыргызской Республики (КР) поставлена задача большой социально-экономической значимости по использованию местных отходов сырья в производстве композиционных материалов с гидрофобными добавками. Одним из таких материалов является атмосферостойкий арболит. Его применение повысит уровень индустриализации за счет сокращения сроков строительства и его стоимости.
Применение отходов деревообработки и сельхозпродукции способствует энерго- и ресурсосбережению в производстве арболита и, как следствие, получению дешевых конструкций из арболита по сравнению с другими аналогичными материалами.
Известна технология гипсовых, гипсовых композиционных водостойких вяжущих, низкая водопотребность которых была достигнута путем введения в них местного сырья Кыргызской Республики извести, золы-уноса глины и др. Кроме того, снижается расход гипса [1–3].
Авторы [4, 5] использовали базальтовые породы, гранит, волластонит, глиеж в качестве наполнителей для разработки гипсовых композиционных вяжущих. Гипс использовали марки Г4 и Г5.
Для повышения прочности и водостойкости в гипсовые вяжущие вводят модифицирующие, пластифицирующие и воздухововлекающие добавки, для увеличения сроков схватывания – лимонную кислоту и костный клей.
Добавки влияют на механические свойства материалов путем изменения условий структурообразования. Применяемые в работе замедлители носят комплексный характер: способствуют уменьшению кристаллических новообразований, скорость их роста, габитус.
Причину низкой прочности гипсового камня практически все исследователи объясняют его высокопористым строением с преобладанием в нем макропор. Более 90 % объёма пор в гипсовом камне составляют макропоры диаметром более 0,01 мкм, в том числе объём пор, проницаемых для воды, т.е. диаметром более 1 мкм не менее 40–70 %. Образование макропористой структуры гипсового камня обусловлено тем, что при затворении вяжущего водой образуются крупные игольчатые кристаллы двуводного гипса (со средними размерами 20–40х0,5–2 мкм), которые хаотично переплетаясь между собой, образуют высокопористую «войлочную» структуру. По своей породе гипсовый камень характеризуется довольно плотной структурой, водостоек (коэффициент размягчения выше 0,60).
Для увеличения показателей водостойкости материалов необходимо отдать предпочтение использованию добавок и наполнителей, способствующих повышению плотности изделия, уменьшению дефектности кристаллов двугидрата, блокированию кристаллизационных контактов гипсового сростка труднорастворимыми соединениями [5, 6].
Способы увеличения прочности арболита на основе различных заполнителей исследовались в работе [7]. Применение жидкого стекла и хлористого кальция образовало дополнительные связи в контактируемых зонах, устранив тем самым вредное действие экстрактивных веществ заполнителя на цемент.
Применение золы-уноса способствует снижению расхода энергии, так как практически изготовление их идет без тепловой обработки и ускоренные сроки твердения обеспечивают увеличение оборота формооснастки.
Вовлечение техногенных отходов и отходов сельского хозяйства (соломы) в производство энергоэффективных стеновых материалов является решением экологических вопросов их утилизации, охраны окружающей среды, снижением себестоимости продукции и расширения выпуска теплоэффективных и экологически комфортных материалов для малоэтажного жилищного строительства [8, 9].
Цель исследования: исследовать влияние различных заполнителей на технические свойства материалов на основе гипсозолощелочного вяжущего. Определить физико-механические свойства атмосферостойких арболитовых блоков.
Разработка нового состава арболита и способов активации гипсозольного вяжущего для получения атмосферостойкого арболита.
По результатам экспериментальных данных предложить производственному комплексу изготовить опытную партию стеновых арболитовых блоков и теплоизоляционных плит.
Материалы и методы исследования
Для создания растительно-гипсовой композиции применили солому злаковых и гипс строительный.
В эксперименте для получения арболита использованы стебли соломы пшеницы, произрастающей на Севере и на Юге Кыргызской Республики. Физико-механические показатели этого растительного сырья аналогичны древесине, что обеспечило возможность исследовать стебли пшеницы для получения нового водостойкого материала с заданными свойствами – прочностью при растяжении – 316,2 Н/мм2; плотностью до 60 кг/м3 при гигроскопической влажности до 30 %. Заполнитель из соломы соответствовал нормативным требованиям, предъявляемым для производства водостойкого арболита, применяемого в ограждающих конструкциях зданий [9].
В Кыргызстане в Нарынской области имеются большие запасы месторождений сырья для получения быстротвердеющего гипса марок Г-5 и Г-7, суглинков Ошской области, техногенных отходов золы Бишкекской ТЭЦ (БТЭЦ), а также портландцементный клинкер (ПЦК) п.г.т. Кант в Кыргызстане.
В работе использованы модификаторы на основе полимерсиликатной системы с применением малоконцентрированной смолы СФЖ-3066. В состав вяжущего на основе гипса введены пластификаторы, антипирены и замедлители схватывания нового поколения, обеспечивающие качество вяжущего согласно стандартам [10].
Свойства арболита определялись в соответствии со стандартными лабораторными методиками. Испытания проводились с помощью следующих приборов и оборудования: разрывная машина МР-05-1, пресс гидравлический ПГМ-1500МГ4, прибор ультразвуковой УК-15М, ПЛС-100, ДРОН-2, лазерный анализатор ЛГ-78, вискозиметр Суттарда ВС – для определения вязкости гипсового теста по ГОСТ 23789, пенетрометр Вика с восемью ячейками измерения для автоматического определения характеристик схватывания гипса.
Показатели качества арболитовых смесей и арболитовых блоков определены по ГОСТ 10181, ГОСТ 10180, ГОСТ 12730.
Прочностные характеристики разработанных вяжущих проводились на малых образцах размером 2х2х2 см при соответствующих водотвердых отношениях, а также на образцах-балочках 4х4х16 см и выдерживании в естественных условиях при температуре 18–20 °С. Испытание на прочность проводилось через 2 часа, 1 сутки, 3 суток, 7 суток, 28 суток.
Результаты исследования и их обсуждение
По результатам экспериментально-теоретических разработок на производственном участке завода ОсОО «Домостроительный сервис» «Азат»», г. Бишкек, были изготовлены композиционные гипсозольнощелочные вяжущие вещества (ГЗЩВ), содержащие: полимерную смолу СФЖ-3066, жидкое натриевое стекло и пластификаторы ЛСТ и СКС.
По результатам экспериментальных данных предложен рациональный комплексный состав растительно-вяжущей композиции (РВК) для водостойкого стенового арболита из местного сырья, состоящий из 24–32 % соломы; 30–34 % гипса с 0,05 % нитроплопериметилфосфорной кислотой (НТФ); 18–22 % золы; 0,15 % сульфатно-дрожжевой бражки (СДБ) с 5 % ПЦК; 3–2 % глиногипса; 8–12 % полимерсиликатных добавок (ПСД) (на основе малоконцентрированного олигомера СФЖ-3066 + 0,2 бутадиенстирольный латекс (СКС) и 0,15 % лигносульфата технического (ЛСТМ); 0,8 % катализаторов ТПФН, 0,5 % отвердителя и остальное вода.
Арболитовые блоки изготовляли следующим образом. Солому измельчали до 30–50 мм, затем смачивали жидким стеклом. После подсушивания заполнитель смешивали с полимерпластифицирующими добавками и перемешивали с гипсозолощелочными вяжущими в смесителе в течение 3–5 мин. Полученной композицией заполняли металлические формы с подпрессовкой крышек на 15 мин под 0,3–0,8 МПа в зависимости от заданной плотности. Изделия выдерживались в течение 24 ч при температуре ≈20 °C.
Далее распалубленные блоки отправлялись в естественных условиях под навесом.
Производство гипсозолощелочных вяжущих может быть организовано в отдаленных регионах, куда доставка портландцемента связана с повышенными транспортными расходами.
Результаты испытаний образцов стеновых блоков по основным строительно-техническим свойствам приведены в таблице.
Основные технические показатели арболитовых блоков (среднестатистические)
|
Свойства |
Ед. измерения |
Основные показатели полученных образцов арболита |
|
|
В лабораторных условиях (28 сут.) |
В заводских условиях (28 сут.) |
||
|
Плотность |
кг/м3 |
450–600 |
600–650 |
|
Прочность при сжатии |
МПа |
1,7–2,9 |
3,2–4,0 |
|
Прочность при изгибе |
МПа |
0,3–0,9 |
0,5–1,1 |
|
Теплопроводность |
Вт/м∙К |
0,08 |
0,09 |
|
Водопоглощение |
% |
16–18 |
15–17 |
|
Cтойкость при вымачивании |
цикл |
30–40 |
25–30 |
|
Огнестойкость |
Трудносгораемые |
||
Примечание. Для испытаний заформованы кубики 10х10х10 см, испытанные через 28 суток.
Повышению прочности и снижению водопоглощения арболита способствовала предварительная обработка органического заполнителя различными пленкообразующими составами.
Модифицирование полимерными добавками растительно-вяжущей композиции (РВК) в производстве атмосферостойкого арболита привело к увеличению его прочностных характеристик, а также водостойкости, обеспечивающих стойкость его к влагопеременным условиям эксплуатаций строительных конструкций.
Атмосферостойкий арболит – стойкий к влагопеременным условиям. На эксплуатационные свойства арболита (морозостойкость, атмосферостойкость) оказывает влияние водопоглощение арболита, которое зависит от его плотности. С увеличением плотности арболита и полимерсиликатных добавок водопоглощение резко сокращается и зависит от расхода полимерсиликатно-гипсозолощелочного вяжущего, так как вяжущее, обволакивая частицы соломы, сокращает поглощение ею воды.
Влияние модификаторов смеси на показатели прочности на сжатие и изгиб, а также на рН среды гипсозолощелочных вяжущих на рис. 1.
Из диаграммы видно, что при содержании 11–12 % модификаторов прочность на сжатие образцов в возрасте 28 суток значительно повышается в сравнении с прочностью трехсуточных образцов. При этом образцы воздушного хранения имели прочность 32 МПа и выше. Образцы при водном хранении имели прочность 26–27 МПа.
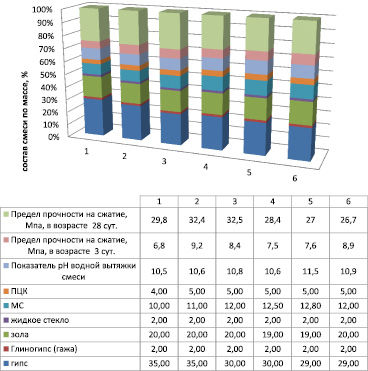
Рис. 1. Влияние модификаторов смеси на показатели прочности на сжатие и изгиб, а также на рН среды гипсозолощелочных вяжущих
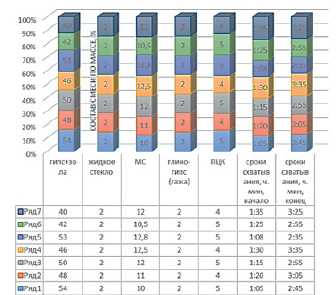
Рис. 2. Сроки схватывания гипсозолощелочных вяжущих композиций (среднестатистические данные). Примечание: Нормальная густота (НГ) составляет 28…32 %
Исследованы свойства полученных композитов с учетом интенсивности процессов гидратации при различных составах и сроков схватывания вяжущего (рис. 2).
Вяжущие композиции с содержанием 5 % ПЦК обладают сроками схватывания, приближенными к срокам схватывания портландцемента (начало схватывания 1-05, конец – 2-45). Конец схватывания гипсощелочного вяжущего изменяется равномерно до 12,5 % содержания модификатора смеси (МС).
Экономический эффект от внедрения технологии атмосферостойкого арболита на модифицированном вяжущем из местного растительного сырья по сравнению с известной технологией на 1 м3 арболита составит 936 сом.
Заключение
При содержании 11–12 % модификаторов прочность на сжатие образцов при их длительном хранении (28 сут) значительно повышается в разных условиях твердения по сравнению с прочностью трехсуточных образцов.
Модифицирование растительно-вяжущей композиции на основе гипса и зол высокоосновными добавками и полимерсиликатным компонентом с пластификаторами (ЛСТ, СКС, СДБ) способствует образованию прочного сростка и получению на их основе гипсозолощелочных вяжущих с повышенными техническими свойствами.
Разработана новая технология изготовления арболитовых смесей на основе гипса и золы с ПСД, отвечающая требованиям ГОСТ 19222* «Арболит и изделия из него» и может быть рекомендована в производстве стеновых и теплоизоляционных блоков для малоэтажного строительства.
Библиографическая ссылка
Матыева А.К. МОДИФИЦИРОВАННЫЙ АРБОЛИТ ИЗ МЕСТНОГО СЫРЬЯ КЫРГЫЗСКОЙ РЕСПУБЛИКИ ПО ЭНЕРГОСБЕРЕГАЮЩЕЙ ТЕХНОЛОГИИ ДЛЯ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ // Международный журнал прикладных и фундаментальных исследований. 2019. № 4. С. 33-37;URL: https://applied-research.ru/en/article/view?id=12693 (дата обращения: 01.07.2026).
DOI: https://doi.org/10.17513/mjpfi.12693