
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
POSSIBILITY OF PRODUCING MANGANOFERROSILICOCHROME ALLOY FROM FERROALLOY DUST

В машиностроении применяются многочисленные детали и изделия из стали марки 30ХГСА. Для выплавки этой стали, содержащей по [1] 0,8–1,1 % Mn, 0,9–1,2 % Si, 0,8–1,0 % Cr, используются несколько видов ферросплавов и металлы, например ферросплавы ФСХ33, СMn17, ФХ800, ФС75, марганец Мр1 [2]. Легирующие добавки предварительно измельчаются и вводятся в ковш в определенной последовательности с учетом углерода (например, 10–20 % Mn, 15–25 % Si). Упростить процесс легирования можно, если сократить количество вводимых добавок за счет ферросплава, содержащего несколько легирующих элементов. В статье приводятся результаты исследований получения сплава, содержащего марганец, кремний, железо и хром, – манганоферросиликохрома – из пылей производства ферросиликомарганца ТОО «Таразский металлургический завод» и пылей производства углеродистого феррохрома Актюбинского завода ферросплавов – филиала АО «ТНК «Казхром»». Результаты исследований подобной работы в литературе не описаны. Так, на Актюбинском заводе ферросплавов перерабатывают аспирационные пыли газоочисток путем брикетирования с получением брэксов (брикетов экструзионных) с последующим вовлечением их в производственный цикл (за 2020 г. из пыли с газоочистительных установок получено 63 тыс. т брэксов [3]). C целью переработки пыли аспирационных установок Актюбинского завода ферросплавов или реализации их как готового продукта на ТОО «НИИЦ ERG» проводят исследования повышения эффективности их окускования – брикетирования с применением микроармирования полипропиленовым волокном совместно с жидким стеклом [4]. Также на предприятии пыль феррохрома используют при изготовлении огнеупорных материалов с последующим применением их в качестве футеровки печей [5]. Перерабатывают пыль не только Актюбинского завода, но и пыль производства феррохрома Аксуского завода ферросплавов, которой образуется более 25 000 т в год [6]. Пыль газоочистных установок Аксуского завода ферросплавов содержит до 30 % ведущего элемента и является сырьем для агломерационного цеха завода (в 2019 г. произведено около 250 тыс. т агломерата, который снова возвращается в технологический процесс [7]). Пыль сухих газоочисток от выплавки ферросиликомарганца Таразского металлургического завода на 98–99 % представлена мелкой фракцией (0,063 мм), а содержание марганца в ней доходит до 20 % [8]. Такую пыль возможно перерабатывать брикетированием совместно с некондиционной (мелкой по фракции) марганцевой рудой для дальнейшего использования при производстве стандартных марок ферросиликомарганца. В Химико-металлургическом институте им. Ж. Абишева (г. Караганда) проводятся исследования по переработке таких пылей гидрометаллургическим методом, основанным на водном выщелачивании сернистым газом [9].
Цель исследования: определение влияния температуры, количества углерода и железа на получение из смеси пылей производства ферросиликомарганца и феррохрома сплава манганоферросиликохрома.
Материалы и методы исследования
Исследования проведены с использованием программного комплекса HSC-6.0 (Outokumpy)[10], основанного на принципе минимума энергии Гиббса, методом рототабельного планирования второго порядка (планы Бокса–Хантера). Для расчета равновесной степени распределения элементов между веществами (αЭ, %) нами был разработан алгоритм [11], в соответствии с которым при использовании данных о количественном распределении веществ, полученных при помощи программного модуля Equilibrium Compositions комплекса HSC-5.1, равновесная степень распределения элементов (αЭ, %) рассчитывается из отношения массы элемента (кг) в продукте (GЭл(пр)) к массе элемента (кг) в исходной системе (GЭл(исх)) по формуле:
 (1)
(1)
Расчет массы элемента (эл) в исходной смеси (GЭл(исх)) производится по формуле:
 (2)
(2)
где Aэл – атомная масса элемента в исходном веществе, Mi – молекулярная масса исходного вещества, Gi – масса исходного вещества кг, x – число кило-атомов элемента в исходном веществе.
Масса элемента в продуктах взаимодействия, (GЭл(пр) кг) рассчитывалась по формуле:
 (3)
(3)
где Aэл – атомная масса элемента вещества в продукте, Mi(пр) – молекулярная масса вещества продукта, Gi(пр) – масса вещества в продукте, кг, n – число кило-атомов элемента вещества в продукте.
После нахождения GЭл(пр) и GЭл(исх) расчет равновесной степени распределения элемента по веществам проводится по формуле (3). Определялось влияние температуры, количества углерода, количества железа на образование ферросплава и содержание в нем кремния, хрома, марганца.
Объектом исследований явились пыль получения ферросиликомарганца ТОО «Таразский металлургический завод» электротермического с содержанием: 53,3 % MnO, 24,0 % SiO2, 5,4 % MgO, 9,6 % CaO, 3,8 % Al2O3, 1,5 % Fe2O3, 1,8 % ZnO, 0,6 % PbO, и пыль производства феррохрома Актюбинского завода ферросплавов (филиала АО «ТНК «Казхром»») с содержанием 21–35 % Cr2O3, 6–20 % SiO2, 14–31 % MgO, 3,7–5,7 % Al2O3, 7–9 % FeO, 0,6–7,4 % CaO, 3–6 % C, 0,3–1 % S. Массовое отношение пыли феррохрома к пыли ферросиликомарганца составляло 2:1.
Результаты исследования и их обсуждение
На рис. 1 показано влияние температуры и углерода (при 48 % и 64 % от массы пыли) на количественное распределение Si, Mn и Cr при 20 % Fe от массы пыли. Видно, что хром в системе присутствует в виде карбидов (Cr7C3, Cr4C, Cr3C2) и элементного хрома. Начало восстановления Cr2O3 отмечается при 900 °С, а окончание – при 1400 °С. В технологической области 1700–1900 °С основными хромсодержащими веществами являются Cr3C2, Cr и Сr4C. Восстановление марганца начинается при 1400 °С. Основным продуктом восстановления служит Mn3C. Продуктами восстановления SiO2 являются FeSi, SiC, Si (Т ≥ 1400 °С) и SiO (Т ≥ 1500 °С).
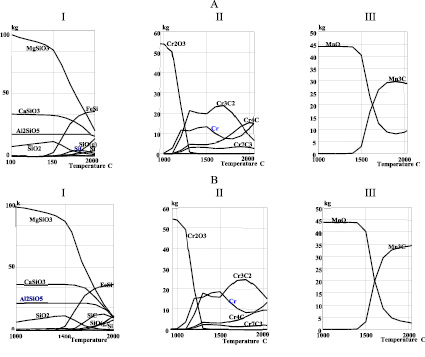
А – 48 % углерода, В – 64 % углерода
I – кремнийсодержащие вещества, II – хромсодержащие вещества, III – марганецсодержащие вещества
Рис. 1. Влияние температуры и количества углерода на количественное распределение веществ в системе смесь пылей – С-Fe
На рис. 2 (I, II) показано влияние температуры и количества углерода на равновесную степень извлечения в ферросплав кремния (в виде суммы FeSi, SiC, Si), хрома (в виде суммы Cr3C2, Cr7C3, Cr4C, Cr) и марганца (в виде Mn3C). Видно, что в технологической области 1700–1900 °С в присутствии 20 % железа увеличение количества углерода от 48 % до 64 % повышает извлечение Si и Mn в сплав, составляя 64,1 % по кремнию и 93,6 % по марганцу. Хром полностью переходит в сплав при 1400 °С. Причем при Т > 1300 °С количество углерода практически не влияет на этот процесс. Из рисунка 2(III) следует, что увеличение температуры от 1400 °С до 1900 °C и содержания углерода от 48 % до 64 % приводит к повышению концентрации кремния и уменьшению содержания хрома в сплаве, что связано с развитием кремневосстановительных процессов. На концентрацию марганца в сплаве количество углерода практически не влияет. Например, в температурном интервале 1700–1900 °С при 48 % углерода она составляет 22,9–24,1 %, при 64 % углерода – 23,8–24,1 %. Сплав при 1900 °С и 64 % углерода содержал 28,1 % Cr, 23,8 % Mn, 21,5 % Fe, 19,5 % Si.
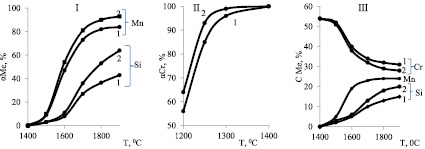
1 – 48 % углерода, 2 – 64 % углерода
Рис. 2. Влияние температуры и количества углерода на равновесную степень извлечения металлов в сплав (I, II) и на концентрацию металлов в сплаве (III)
В табл. 1 приведена матрица проведенных дальнейших исследований с использованием рототабельного планирования второго порядка (планы Бокса–Хантера) [12] по влиянию температуры (Т,0С), количества углерода (С, % от массы пыли) на технологические параметры: степень извлечения металлов в сплав (αМе, %) и содержание в нем Si, Mn, Cr.
Таблица 1
Матрица планирования и результаты исследований по влиянию температуры и количества углерода ( % от массы смеси пылей) на степень извлечения в ферросплав металлов и их содержание в сплаве
|
№ |
Переменные |
αSi, % |
αMn, % |
СSi, % |
СCr, % |
|||
|
Кодированный вид |
Натуральный вид |
|||||||
|
Х1 |
Х2 |
Т,0С |
С, % |
|||||
|
1 |
+1 |
+1 |
1856 |
61,7 |
21,3 |
63,3 |
8,7, |
37,2 |
|
2 |
–1 |
+1 |
1644 |
61,7 |
25,0 |
85,2 |
15,4 |
31,5 |
|
3 |
+1 |
-1 |
1856 |
50,3 |
43,0 |
67,5 |
9,8 |
36,0 |
|
4 |
–1 |
–1 |
1644 |
50,3 |
55,3 |
89,0 |
17,8 |
29,1 |
|
5 |
+1,41 |
0 |
1900 |
56,0 |
45,0 |
88,8 |
19,6 |
30,0 |
|
6 |
–1,41 |
0 |
1600 |
56,0 |
32,0 |
51,3 |
7,1 |
39,7 |
|
7 |
0 |
+1,41 |
1750 |
64,0 |
52,5 |
85,0 |
15,7 |
30,4 |
|
8 |
0 |
–1,41 |
1750 |
48,0 |
14,0 |
77,4 |
12,0 |
33,8 |
|
9 |
0 |
0 |
1750 |
56,0 |
38,0 |
82,0 |
13,7 |
32,1 |
|
10 |
0 |
0 |
1750 |
56,0 |
38,1 |
81,0 |
13,4 |
31,9 |
|
11 |
0 |
0 |
1750 |
56,0 |
38,6 |
81,3 |
14,0 |
31,7 |
|
12 |
0 |
0 |
1750 |
56,0 |
37,9 |
82,8 |
14,1 |
32,1 |
|
13 |
0 |
0 |
1750 |
56,0 |
37,8 |
83,0 |
13,3 |
32,4 |
На основании результатов, показанных в табл. 1 по методике [12], получили следующие адекватные уравнения регрессии:
αSi = –487,69 + 0,657∙T – 6,43∙У – 2,088∙10-4∙T2 + 8,556∙10-3∙У2 + 3,558∙10-3∙T∙У; (4)
αMn = –1769,418 + 1,938∙T + 1,576∙У – 5,187∙10-4∙T2 – 7,817∙10-3∙У2 – 1,656-4∙T∙У; (5)
CSi = –113,86 + 11,511∙10-2∙T – 42,606∙10-2∙У – 3,058∙10-5∙T2 – 2,893∙10-3∙У2 + 5,379∙10-4∙T∙У; (6)
CCr = –431,565 – 43,892∙10-2∙T + 60,179∙10-2∙У + 1,244∙10-4∙Т2 + 7,386∙10-4∙У2 – 4,965∙10-4∙T∙У. (7)
На основании уравнений по [13] построены плоскостные изображения зависимостей αSi = f(T, У), αMn = f(T, У), CSi = f(T, У), CCr = f(T, У) (рис. 3).
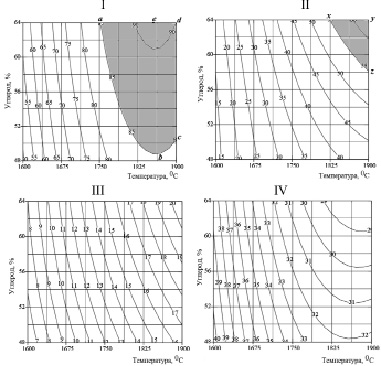
Цифры на линиях – технологические параметры, %
Рис. 3. Влияние температуры и количества углерода на степень извлечения марганца в ферросплав (I), кремния в ферросплав (II), концентрацию в сплаве кремния (III), хрома (IV)
Исследования по извлечению Cr в сплав и концентрации металлов в сплаве при 1600–1900 °С не проводились ввиду того, что при температуре ≥1400оС хром полностью переходит в сплав, а концентрация Mn в сплаве практически не зависит от количества углерода. Из приведенного на рисунке 4 материала следует, что степени извлечения Mn в сплав от 85 % до 91,6 % можно достичь в области abcde, Si в сплав от 55 % до 63,3 % – в области xyz. В температурном интервале 1825–1900 °С в присутствии 60–64 % углерода концентрация хрома будет составлять 29,6–28,4 %, кремния – 18–20,4 % марганца – 24 %. Видно, что разница концентраций Cr и Si составляет 11,6–10,2 %, а хрома с марганцем – 6,0–3,6 %. Поэтому такой сплав не является моносплавом (по Si, Mn, Cr). Для получения легированной стали марки 30ХГСА, в которой концентрация кремния, марганца, хрома примерно равна и составляет 0,9–1,2 % Si, 0,8–1,1 % Mn, 0,8–1,1 % Cr. Следовательно, к полученному сплаву необходима подшихтовка кремнийсодержащего ферросплава, например ФС75 или ФС90.
Дальнейшие исследования были проведены для определения возможности получения из смеси пылей ферросплава с небольшой разницей концентрации Si, Mn и Cr. Было исследовано влияние температуры и количества железа на извлечение металлов в сплав и содержание в нем Si, Mn, Cr при 64 % углерода от массы смеси пылей. В табл. 2 приведены матрица и результаты исследований.
Таблица 2
Матрица планирования и результаты исследований по влиянию температуры и количества железа ( % от массы смеси пылей) на степень извлечения в ферросплав металлов и содержание их в сплаве
|
№ |
Переменные |
αSi, % |
αMn, % |
СSi, % |
CMn, % |
СCr, % |
|||
|
Кодированный вид |
Натуральный вид |
||||||||
|
Х1 |
Х2 |
Т,0С |
Fe, % |
||||||
|
1 |
+1 |
+1 |
1856 |
45.6 |
25,6 |
65,2 |
9,5 |
20,4 |
34,2 |
|
2 |
–1 |
+1 |
1644 |
45.6 |
59,6 |
91,8 |
18,6 |
23,0 |
27,0 |
|
3 |
+1 |
–1 |
1856 |
24.4 |
28,3 |
58,3 |
8,8 |
16,0 |
25,3 |
|
4 |
–1 |
–1 |
1644 |
24.4 |
63,0 |
87,5 |
17,5 |
19,4 |
21,6 |
|
5 |
+1,41 |
0 |
1900 |
35,0 |
66,6 |
91,4 |
18,5 |
21,6 |
24,0 |
|
6 |
–1,41 |
0 |
1600 |
35,0 |
17,5 |
47,5 |
6,8 |
15,7 |
32,6 |
|
7 |
0 |
+1,41 |
1750 |
50,0 |
48,0 |
78,0 |
14,6 |
18,1 |
21,0 |
|
8 |
0 |
–1,41 |
1750 |
20,0 |
43,1 |
86,2 |
15,2 |
23,5 |
31,1 |
|
9 |
0 |
0 |
1750 |
35,0 |
45,3 |
81,6 |
13,8 |
19,8 |
25,5 |
|
10 |
0 |
0 |
1750 |
35,0 |
45,8 |
82,0 |
14,0 |
20,3 |
26,0 |
|
11 |
0 |
0 |
1750 |
35,0 |
46,0 |
82,5 |
14,2 |
20,7 |
26,2 |
|
12 |
0 |
0 |
1750 |
35,0 |
46,6 |
82,7 |
14,6 |
21,4 |
26,8 |
|
13 |
0 |
0 |
1750 |
35,0 |
46,9 |
83,3 |
14,9 |
21,5 |
27,3 |
Уравнения регрессии, полученные на основании данных табл. 2, имеют вид:
αSi = –764,78 + 76,08∙10-2∙T + 0,914∙10-2∙Fe – 1,725∙10-4∙T2 – 1,816∙10-3∙Fe2 + 1,55∙10-4∙T∙Fe; (8)
αMn = –1876,549 + 2,129∙T – 1,166∙Fe–5,74∙10-4∙T2 – 1,59∙10-3∙Fe2 + 5,76∙10-4∙T∙Fe; (9)
CSi = –292,852 + 31,21∙10-2∙T – 35,55∙10-3∙Fe – 76,73∙10-6∙T2 + 22,78∙10-4∙Fe2 + 88,66∙10-6∙T∙Fe; (10)
CMn = –275,58 + 33,56∙10-2∙T – 50,96∙10-2∙Fe – 92,85∙10-6∙T2 + 21,36∙10-5∙Fe2 + 17,73∙10-5∙T∙Fe; (11)
CCr = –382,969–34.23∙10-2∙T – 1,566∙Fe – 17,17∙10-4∙Fe2 + 8,24∙10-5∙T2 + 7,714∙10-4∙T∙Fe. (12)
На рис. 4 показано влияние температуры и количества железа на степень извлечения металлов и концентрацию кремния, марганца, хрома в сплаве.
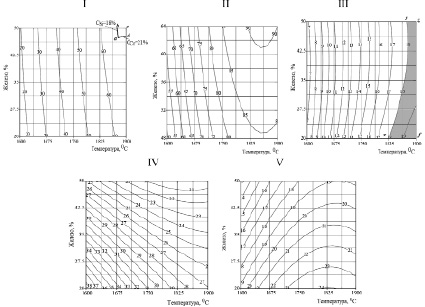
Цифры на линиях – технологические параметры, %
Рис. 4. Влияние температуры и количества железа на степень перехода кремния в ферросплав (I), марганца в ферросплав (II), концентрацию в сплаве кремния (III), хрома (IV) и марганца (V)
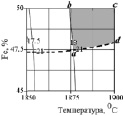
(––) – CSi , %; (---) – CCr , %
Рис. 5. Совмещенная информация о влиянии температуры и железа на концентрацию металлов в сплаве
Таблица 3
Значения технологических параметров в крайних точках области abcd рис. 5
|
Точка на рис. 5 |
Параметры |
||||||||
|
Т,0С |
Fe, % |
αSi, % |
αCr, % |
αMn, % |
CSi, % |
CMn, % |
CCr, % |
*∆c, % |
|
|
a |
1885 |
47,5 |
60,0 |
99,8 |
86,4 |
18,0 |
19,4 |
21,0 |
16,6 |
|
b |
1873 |
50,0 |
60,0 |
99,7 |
85,6 |
18,0 |
19,0 |
20,2 |
12,2 |
|
c |
1900 |
50,0 |
69,4 |
99,6 |
86,9 |
18,5 |
18,8 |
20,5 |
10,8 |
|
d |
1900 |
48,0 |
69,0 |
99,8 |
87,8 |
18,4 |
19,2 |
21,0 |
14,1 |
*) ∆c – относительная разница концентраций металлов в сплаве, %.
Из рис. 4 видно, что по мере увеличения степени извлечения в сплав металлы образуют ряд: Si, Mn, Cr (извлечение Cr в сплав при 1500 °С составляет ≥ 99,6 %). Поэтому оптимизацию процесса необходимо проводить с учетом максимального извлечения Si в сплав (т.е. при αSi ≥ 60 %). При постоянном количестве железа повышение температуры приводит к увеличению концентрации Si, Mn и к уменьшению концентрации Cr. При постоянной температуре концентрация Mn и Cr снижается при повышении количества железа. Концентрация Si в сплаве > 18 % (18–19,7 %) отмечается в температурной области 1825–1900 °С и 20–50 % Fe (область xyzf).
На рис. 5 показаны совмещенная информация о влиянии температуры и количества железа на концентрацию металлов в сплаве (при условии их приблизительного равенства) и степень извлечения Si в сплаве ≥ 60 %. В табл. 3 приведены технологические параметры в области abcd. Из табл. 3 видно, что содержание СSi изменяется от 18 % до 18,5 %, СMn – от 18,8 % до 19,4 %, и СCr – от 20,2 % до 21 %.
В соответствии с [1], сталь марки 30ХГСА содержит примерно одинаковое количество Mn, Si, Cr (соответственно 0,8–1,0 %, 0,9–1,2 %, 0,8–1,1 %). При среднем содержании 0,9 % Mn, 1,05 % Si, 0,95 % Cr относительная разница концентраций (∆c, %) составляет: (1,05–0,9)/0,9*100 = 16,6 %. В нашем случае ∆c ≤ 16,6 % находится в области abcd (10,8–16,6 %). Поэтому выплавка манганоферросиликохрома должна проводиться в температурной области 1873–1900 °С в присутствии 47,5–50 % железа и 64 % углерода от массы смесей пыли.
Заключение
На основании полученных результатов термодинамического моделирования по получению из смеси пылей производства ферросиликомарганца и феррохрома сплава манганоферросиликохрома можно сделать следующие выводы:
– при температуре 1700–1900 °С в присутствии 20 % железа увеличение количества углерода от 48 % до 64 % повышает извлечение Si и Mn в сплав, что составляет 64,1 % по кремнию и 93,6 % по марганцу. Хром полностью переходит в сплав при 1400 °С; в интервале 1700–1900 °С при 48 % углерода содержание СMn составляет 22,9–24,1 %, при 64 % углерода СMn – 23,8–24,1 %. Сплав при 1900оС и 64 % углерода содержал 28,1 % Cr, 23,8 % Mn, 21,5 % Fe, 19,5 % Si;– в температурном интервале 1873–1900 °С в присутствии 47,5–50 % железа содержание СSi изменяется от 18 % до 18,5 %, СMn – от 18,8 % до 19,4 % и СCr – от 20,2 % до 21 %. Выплавка сплава манганоферросиликохрома должна проводиться в температурной области 1873–1900 °С в присутствии 47,5–50 % железа и 64 % углерода от массы смесей пыли.
Библиографическая ссылка
Шевко В.М., Бадикова А.Д., Тулеев М.А. ВОЗМОЖНОСТЬ ПОЛУЧЕНИЯ СПЛАВА МАНГАНОФЕРРОСИЛИКОХРОМА ИЗ ПЫЛЕЙ ФЕРРОСПЛАВНОГО ПРОИЗВОДСТВА // Международный журнал прикладных и фундаментальных исследований. 2021. № 6. С. 74-81;URL: https://applied-research.ru/en/article/view?id=13234 (дата обращения: 20.07.2026).