
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
INVESTIGATION INFLUENCE COMPOSITION LUBRICATING FLUID ON ROLLING FORCE

Одной из наиболее интенсивно развивающихся отраслей российской промышленности является прокатка алюминиевых сплавов. Это связанно с интенсивным распространением новых материалов в различных отраслях народного хозяйства. Значительный объем выпускаемой листовой заготовки используется для производства пищевых контейнеров. К качеству лент из этих сплавов предъявляют ряд высоких требований. Среди них минимальная степень геометрических несовершенств холоднокатаной полосы. Особенно важными являются значения поперечной разнотолщинности и непланшетности, их рост существенно повышает шансы появления брака при холодной штамповки пищевых контейнеров [1]. На уровень указанных выше несовершенств, сильное влияние оказывает упругая деформация валков в прямую зависящая от силовых параметров прокатки [2]. Её а следовательно и геометрические несовершенства полосы можно значительно уменьшить, снижая усилия прокатки.
Усилие в свою очередь во многом определяется характеристиками смазочно-охлаждающей жидкости. Целью данного исследования является подбор композиции СОЖ способствующей снижению усилия холодной прокатки Al сплавов использующихся в производстве пищевых контейнеров.
Современная технологическая смазка получается в результате комбинации основы и присадки. На сегодняшний день существует большое количество, как и основ, так и присадок, различное сочетание которых дает те или иные свойства технологической смазки. Для решения задачи необходимо не просто рассмотреть влияние различных сочетаний основ и присадок на усилие прокатки, но и выявить влияние на него химического состава. Это позволит делать рациональный выбор композиции смазки для Al сплавов содержащих Mg при появлении новых видов основ и присадок, а так же выявить дальнейшие направления для совершенствования уж существующих.
Испытания проводились на лабораторном прокатном стане типа «Кварто» 220-75/300 для прокатки листов и ленты. В качестве объекта прокатки использовались алюминиевые карточки шириной 100 +/– 0,5 мм, длиной 100 +/– 0,1 мм, толщиной 0,257 +/– 0,001 мм. Испытуемые прокатные жидкости готовились путем добавления в основы (см таблицу) различной концентрации присадки Lorol (представляет собой высшие жирные спирты с содержанием: С13 – 75 % масс., С14 – 25 % масс.; в различной концентрации), после чего проводился прокат алюминиевых карточек.
Физико-химические свойства различных прокатных жидкостей
|
Наименование Показателя |
Жидкие парафины |
РЖ-2,5 |
СТАЛ-3 |
Somentor-32 |
Основа СОЖ ВНПЗ |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Плотность при 200 °С, кг/м3 |
755 |
775 |
790 |
800 |
810 |
|
Вязкость кинематическая при 20 °С, мм2/с |
2,3 |
2,6 |
2,4 |
2,7 |
2,4 |
|
Температура вспышки в закрытом тигле, °С |
90 |
80 |
80 |
90 |
80 |
|
Температура застывания, °С |
минус 10 |
минус 48 |
минус 25 |
минус 35 |
минус 42 |
|
Фракционный состав, °С: |
|||||
|
– температура начала кипения |
220 |
210 |
205 |
220 |
200 |
|
– температура конца кипения |
236 |
260 |
260 |
248 |
260 |
|
Содержание групп углеводородов, % мас: |
|||||
|
– н-алканы |
99,8 |
25,6 |
56 |
15,8 |
16,5 |
|
– i-алканы |
0,19 |
35 |
15 |
29,4 |
25,5 |
|
– циклоалканы |
- |
37,4 |
20 |
54,8 |
40 |
|
– арены |
0,01 |
2,0 |
9 |
менее 0,1 |
18 |
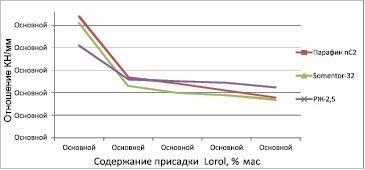
Рис. 1. Влияние содержания присадки Lorol, на усилие прокатки для основ: Парафин nC2, Somentor-32 и РЖ-2,5
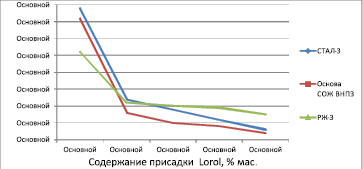
Рис. 2. Влияние содержания присадки Lorol, на усилие прокатки для основ: СТАЛ-3, Основа СОЖ ВНПЗ и РЖ-3
Результаты испытаний (см рис. 2) показали, что в «чистом» виде, без присадок наибольшее усилие проката для достижения заданной толщины листа показали жидкости с наибольшим содержанием н-парафиновых углеводородов (жидкие парафины, СТАЛ-3), а наименьшие усилия достигнуты на жидкостях с повышенным содержанием изопарафиновых и нафтеновых углеводородов (РЖ-2,5, Somentor-32).
Жидкость с увеличенным содержанием ароматических углеводородов (основа СОЖ) имеет промежуточное значение.
При добавлении присадок, в основном представляющих собой высшие жирные спирты С12-С15, усилия обжатия для достижения заданной толщины листа, при этом наибольшее снижение усилий обжатия достигнуто на жидкостях с повышенным содержанием н-парафиновых и изо-парафиновых углеводородов (н-С13, СТАЛ-3, РЖ-2,5). Заметное снижение усилий проката для жидкостей парафинового основания требуется 6-8 % мас. присадки в то время как для нафтенсодержащих жидкостей требуется добавлять 10-12 % мас. присадки.
Таким образом, оптимальным химическим составом для прокатных жидкостей являются изопарафиновые и н-парафиновые углеводороды с содержанием нафтеновых не более 40 % мас. и ограничения содержания ароматических углеводородов не более 5-10 % мас.
После определения оптимальной композиции проверялось, то как она влияет на изменения усилия холодной прокатки на пятиклетьевом стане холодной прокатки . Усилие прокатки измеряется по давлению в цилиндрах гидравлических нажимных устройств с погрешностью в пределах 3 %.
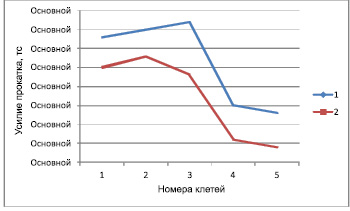
Рис. 3. Распределения усилия по клетям при холодной прокатки в многоклетьевом стане в зависимости от типа жидкости: 1 – cтарая композиция, 2 – жидкость с основой из Изо-парафиновых углеводородов и содержанием ароматических углеводородов 8 %
Как видно из рисунка, использование жидкостей с предложенной композицией может давать 6–8 % снижение усилия в промышленных станах. Однако требуются дополнительные исследования того насколько это снижение влияет на эффекты сплющивания, прогиба и термического уширения валков.
Выводы
Оптимальным химическим составов для СОЖ являются изопарафиновые и н-парафиновые углеводороды с содержанием нафтеновых не более 40 % мас. и ограничения содержания ароматических углеводородов не более 5-10 % мас.
Промышленные и лабораторные испытания показывают, что применение таких жидкостей может снизить усилие прокатки до 8 % уменьшая тем самым сплющивание, прогиб и термическое уширение валков.
Библиографическая ссылка
Арышенский Е.В., Панкратов М.А., Арышенский В.Ю., Беглов Э.Д. ИЗУЧЕНИЕ ВЛИЯНИЯ КОМПОЗИЦИИ СМАЗОЧНЫХ ЖИДКОСТЕЙ НА УСИЛИЕ ПРОКАТКИ // Международный журнал прикладных и фундаментальных исследований. 2014. № 3-1. С. 11-13;URL: https://applied-research.ru/en/article/view?id=4730 (дата обращения: 01.07.2026).