
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
A METHOD FOR IMPROVING THE RESISTIBILITY OF HIGH-ALLOY (AUSTENITIC) STEEL HOT CRACKS DURING WELDING

Основная группа сталей аустенитного класса известна в мировой практике под наименованием сталей типа 18–10; в них содержится ~ 18 % Cr и 10 % Ni. Эти стали, обладая высокой коррозионностойкостью и кислотостойкостью, широко используются в химической промышленности.
При сварке аустенитных сталей могут обазовываться горячие трещины в металле шва, околошовной зоне и в зоне термического влияния (ЗТВ). Изыскания метода предотвращения образования горячих трещин при сварке аустенитных сталей является актуальной проблемой.
Цель исследования: разработать способ, предотвращающий образование горячих трещин при сварке аустенитных сталей.
Задачи исследования:
1. Разработать технологические параметры обработки сварных соединений аустенитных сталей.
2. Подобрать электроды, обеспечивающие трещиностойкость при электродуговой сварке аустенитных сталей.
Материалы и методы исследований
Материал: образцы из аустенитной стали 12Х18Н9Т толщиной 3 мм, шириной 20 мм и длиной 100 мм.
Электроды для электродуговой сварки аустенитных сталей.
Методы исследования: микроанализ, определение механических свойств сварных соединении, ультразвуковой метод контроля сварного шва.
Результаты исследования и их обсуждение
Одной из причин появления трещин является отсутствие при охлаждении после сварки фазовой рекристаллизации и сохранение первичных аустенитных зерен. Если в структуре шва имеется небольшое количество феррита (3–5 %), то стойкость к растрескиванию значительно возрастает, т.к. феррит нарушает сплошность аустенитных зерен, становится прослойкой между аустенитными кристаллами и изменяет транскристаллизацию. Следовательно, при сварке аустенитных сталей необходимо использовать электроды, которые позволяли бы получить в металле сварного шва небольшое количество феррита. Поэтому для оценки присадочных материалов часто определяют содержание феррита в металле шва металлографическим методом или определяют по уточненной диаграмме Шеффлера, по которой, зная состав металла сварного шва, можно определить его структуру [1]. Малое содержание феррита в структуре сварного шва обеспечивает более высокую вязкость металла, т.к. феррит, располагаясь по границам аустенитных зерен, ограничивает их рост. Высокое же содержание феррита (более 8 %) способствует выделению интерметаллических соединений на базе железа и хрома, обладающих очень высокой твердостью и хрупкостью, что приводит к снижению ударной вязкости и пластичности стали [2].
Образцы из аустенитной стали 12Х18Н9Т были сварены ручной электродуговой сваркой различными электродами марок: ОЗЛ-8 (Св04Х19Н9), ЦЛ-11 (Св-08Х19Н10Б), 400/10у (Св-02Х19Н9). Режим электродуговой сварки: сварочный ток 120 А, диаметр электрода 3 мм. .
В дальнейшем сварные соединения подвергались 3-х кратному термоциклированию при температуре 1150 º–850 ºС. В процессе термоциклирования проводилась пластическая деформация (2–3 %). Нагрев до 1100–1150 ºС при термоциклировании проводился в струе ацетилено-кислородного пламени. Охлаждение до 820–850 ºС осуществлялось на воздухе. Температура контролировалась термопарой (хромель-алюмель), зачеканеной в сварной шов [3, 4].
Возможность образования горячих трещин в сварном шве у исследуемых образцов определялась ультразвуковым дефектоскопом марки ДУК-13ИМ с частотой ультразвука, излучаемого наклонным искателем 2,5 МГц.
Сварные образцы, прошедшие обработку по схеме пластическая деформация (ПД) в процессе термоциклирования (ПД + ТЦО), были подвергнуты микроструктурному анализу (реактив для микроанализа аустенитных сталей: 5 г хлорида железа, 30 мл соляной кислоты (1,19), 100 мл дистиллированной воды) и исследованию механических свойств (предел прочности (Gв), относительное удлинение (δ), твердость (HB), ударная вязкость.
Образцы сварных соединений из стали 12Х18Н9Т, обработанные по предлагаемой схеме ПД + ТЦО и обычной закалкой, были помещены в жидкий азот (-196 °С) и находились в течение 24 часов с целью определения хладостойкости сварного шва.
Микроанализ сварных соединений после традиционной обработки (закалки) позволил выявить, что независимо от марки электродов, формирующийся сварной шов неоднороден, имеет дендридное (столбчатое) строение. В переходном слое имеется ферритная зона, наличие ее согласуется с диаграммой Шеффлера и составляет порядка 8–10 %, т.е. выше допустимого.
Следовательно, сварной шов имеет ферритно-аустенитную структуру и резко отличается от структуры основного метала. Некоторые границы зерен металла утолщены в следствии выделения карбидов. Наличие в структуре сварного шва ферритной фазы, карбидных выделений, столбчатых кристаллов и возможность выделения интерметаллических соединений приводит к появлению горячих трещин pис. 1.
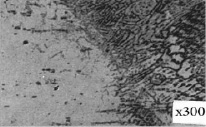
Рис. 1. Микроструктура сварного шва и приграничной зоны после закалки (справа – сварной шов, слева – приграничная зона)
После обработки по предлагаемой схеме ПД + ТЦО, происходит структурные изменения сварного шва и приграничных зон. Обнаружено, что в процессе обработки происходит измельчение зерен как сварного шва, так и прилегающего к нему участка основного металла, за счет одновременного воздействия механизмов фазовых превращении и пластической деформации pис. 2.
При температуре нагрева 1100–1150 °С происходит распад карбидных включений за счет их растворения в аустените, рассредотачивание примесных атомов и легирующих элементов. Ферритная фаза уменьшается в результате фазовых превращений при термоциклировании А↔Фδ и деформации, его содержание не превышает 5 % т.е. в пределах допустимого.
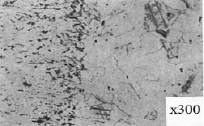
Рис. 2. Микроструктура сварного шва и приграничной зоны после обработки по схеме ПД + ТЦО (слева – сварной шов около 5 % феррита, справа – приграничная зона)
Изменение механических свойств сварных образцов из стали 12Х18Н9Т после различных видов термообработки и в зависимости от марки электродов приведены в таблице.
Вышеуказанные изменения в структуре сварного соединения согласуются с данными измерениями твердости и механических свойств по зонам шва. Так, твердость сварного шва после закалки независимо от марки электрода, имеет более высокие значения по сравнению с твердостью шва, обработанной по схеме ПД + ТЦО, но степень влияния типа электрода на твердость сварного соединения различна.
Из приведенных данных следует, что низкой твердостью и более высокой ударной вязкостью обладают сварные соединения, выполненные электродом 400/10у и обработанные по схеме ПД + ТЦО.
Механические свойства сварных соединений аустенитной стали.
|
№ п/п |
Марка электрода |
Вид термообработки |
Механические свойства |
an Дж/см2 |
||||
|
Gв МПа |
б, % |
НВ, шов |
НВ, приграничн слой |
НВ ЗТВ |
||||
|
1 |
ОЗЛ-8 |
ПД+ТЦО |
620 |
46 |
192 |
150 |
150 |
170 |
|
2 |
ЦЛ-11 |
ПД+ТЦО |
630 |
41 |
196 |
154 |
160 |
160 |
|
3 |
400/10у |
ПД+ТЦО |
610 |
44 |
191 |
148 |
140 |
180 |
|
4 |
ОЗЛ-8 |
Закалка |
630 |
32 |
200 |
174 |
162 |
90 |
|
5 |
ЦЛ-11 |
Закалка |
610 |
30 |
203 |
191 |
175 |
80 |
|
6 |
400/1Оу |
Закалка |
650 |
38 |
210 |
185 |
181 |
100 |
Выводы
1. Структура сварного шва неоднородна по зонам после закалки, что не снижает ударную вязкость и условия образования горячих трещин.
2. У образцов сварных соединении, обработанных по схеме ПД + ТЦО, исключаются образования горячих трещин об этом свидетельствуют данные ультразвукового дефектоскопа, снижаются твердость, предел прочности, повышается пластичность и ударная вязкость более интенсивно по сравнению с традиционной обработкой-закалкой.
3. Сварные соединения, полученные тремя различными электродами (ЦЛ-11, ОЗЛ-8, 400/10у) и обработанные по схеме ПД + ТЦО лучшими механическими свойствами обладает шов, полученный электродом 400/10у. Он обеспечивает наличие δ феррита около 5 % в структуре сварного шва, который становится прослойкой между аутстенитными зернами и изменяет транскрисстализацию.
4. Предложенный способ обработки сварных соединении не требует дорогостоящего оборудования и технологически легко осуществим газоэлектросварщиком. Проведено промышленное испытание и внедрено на ПО «Новоиазот» (Узбекистан).
Библиографическая ссылка
Исламкулов К.М., Смагулов Д.У. СПОСОБ ПОВЫШЕНИЯ СОПРОТИВЛЯЕМОСТИ ВЫСОКОЛЕГИРОВАННОЙ (АУСТЕНИТНОЙ) СТАЛИ ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН ПРИ СВАРКЕ // Международный журнал прикладных и фундаментальных исследований. 2014. № 11-1. С. 7-9;URL: https://applied-research.ru/en/article/view?id=6063 (дата обращения: 17.06.2026).