
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
EFFECTS OF EFFORT ON DEFORMATION AT SPD SURFACE FINISH

При назначении и расчете режимов обработки, а также выборе конструктивных параметров деформирующего инструмента, необходимо учитывать критерии обработки и технологические параметры, которые необходимо обеспечить при ППД. К ним относятся, такие показатели как: требования к качеству поверхностного слоя (глубина и степень упрочнения, остаточные напряжения с необходимыми по знаку напряжениями, микрогеометрия, и увеличение твердости поверхности). При этом необходимо обеспечить высокую производительность, низкую себестоимость и некоторые другие показатели. На качество поверхностного слоя влияет интенсивность напряжений и закон их распределения по площади контакта, механические свойства обрабатываемого материала (предел текучести и предел временного сопротивления, предел прочности), геометрия контактной зоны и ее форма, размеры и вид заготовки (вал, отверстие, плоскость или другая форма поверхности). Форма и размеры контактной зоны напрямую зависят от геометрических параметров деформирующих элементов, размеров заготовки и глубины внедрения деформирующего элемента.
Один из показателей качества поверхности – шероховатость зависит от подачи, усилия деформирования, конструкции деформирующих элементов, их заднего угла и угла самозатягивания.
Не смотря на имеющиеся исследования влияния силы деформирования при ППД на шероховатость обработанной поверхности, данные в них обладают малой информативностью и не показывает всей картины процесса обработки. Для уточнения и дополнения проведенных ранее исследований, были проведены данные исследования.
Многие исследователи уделяют большое внимание глубине упрочнения поверхностного слоя, остаточным напряжениям и влиянию формы и размеров деформирующего элемента на эти показатели. Но некоторыми авторами выявлены зависимости глубины внедрения ролика на показатели шероховатости поверхностного слоя.
Например. В.М. Смелянский [6] проведя большое количество исследований выявил следующую зависимость:
Rz = Rzuuc – h (1)
где h – глубина внедрения деформирующего элемента. Rz и Rzuuc полученная и исходная шероховатости поверхности соответственно.
Автором экспериментально установлено, что наименьшей шероховатости можно достичь при глубине внедрения:
H = (1,1 – 1,3)Rzисх (2)
К аналогичному выводу пришёл и П.А. Чепа [7]:
hв = (0,7 – 0,8)Rzисх (3)
где hв – высота волны образуемой при обработке перед деформирующим элементом (hв = (0,6 – 0,7)h).
Для уточнения и дополнения существующих данных по влиянию усилия деформирования на шероховатость обработанной поверхности были проведены экспериментальные исследования результаты, которых приведены ниже.
Измерения производились современным прибором Time TR220 с диапазоном измерений от 0,005 мкм до 1 мм. Все профилометры компании Тайм сертифицированы Госстандартом РФ и внесены в Государственный реестр средств измерений.
Обрабатывалась заготовка из стали 25.
Справа от графиков указаны режимы обработки, диаметр заготовки и исходная шероховатость заготовки.
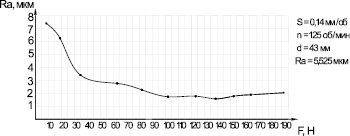
Рис. 1. Зависимость шероховатости от усилия деформирования при исходной шероховатости Ra = 5.5 мкм
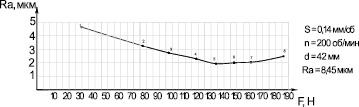
Рис. 2. Зависимость шероховатости от усилия деформирования при исходной шероховатости Ra = 8,45 мкм
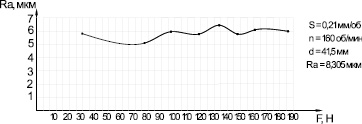
Рис. 3. Зависимость шероховатости от усилия деформирования при исходной шероховатости Ra = 8,3 мкм
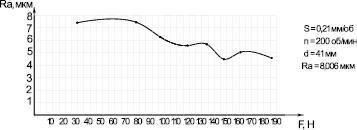
Рис. 4. Зависимость шероховатости от усилия деформирования при исходной шероховатости Ra = 8 мкм
Рис. 1 и 2 показывают, что уменьшение шероховатости поверхности с увеличением усилия деформирования происходит до определенного момента, который соответствует, моменту заполнения исходного микропрофиля поверхности. Дальнейшее увеличение усилия деформирования приводит к увеличению шероховатости поверхности. Эта закономерность замечена в работах Е.Г. Коновалова[1] и Ю.Г. Шнейдера[8]. Объясняется возникающим перенаклепом поверхности. На рис. 3 и 4 данная зависимость не наблюдается из-за увеличенной подачи деформирующего ролика. Исследования показывают, что увеличение усилия деформирования не всегда приводят к снижению шероховатости обработанной поверхности. Так же видно из результатов исследований, что образование шероховатости при ППД зависит не только от усилия деформирования но и подачи инструмента при обработке.
Библиографическая ссылка
Вирт А.Э. ВЛИЯНИЕ УСИЛИЯ ДЕФОРМИРОВАНИЯ ПРИ ППД НА ШЕРОХОВАТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ // Международный журнал прикладных и фундаментальных исследований. 2014. № 12-1. С. 12-14;URL: https://applied-research.ru/en/article/view?id=6249 (дата обращения: 16.07.2026).