
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
HARDENING ALUMINUM ALLOYS WITH INCREASED CONTENT OF IMPURITIES

Вторичные сплавы отличаются сложным химическим составом. В состав вторичных магналиев входят: железо, кремний, медь, цинк, марганец, олово, свинец, никель, хром. Кроме того, «по наследству», в их состав могут входить один или несколько элементов ряда: Ti, B, Zr, Be, Y и др. Естественно, многокомпонентные сплавы имеют сложный фазовый состав. Для определения фазового состава вторичных сплавов были приготовлены сплавы на основе системы Al – Mg с примесями, введенными порознь, попарно и вместе. Составы фаз были определенны методами микрорентгеноспектрального анализа на микрошлифах, закристаллизованных в условиях, обеспечивающих равновесную кристаллизацию. Установлено, что магний, кремний, олово и свинец образуют сложную эвтектику (Mg, Si, Sn, Pb), которая может быть описана в виде: (Mg2Si+Sn+Pb)или Mg2(Si, Sn, Pb). [1]
Известно, что первичные сплавы алюминия и магния, содержащие в качестве основных легирующих элементов цинк, кремний, медь, существенно упрочняется при старении. В связи с этим, исследуемые сплавы, содержащие примеси меди и цинка в количестве 0,3…0,6 % (каждой), решили подвергнуть старению с целью их дополнительного упрочнения.Более высокий уровень прочностных и коррозионных свойств, по видимому, должен обеспечить двухступенчатый режим старения, при котором наблюдается более высокая плотность и однородность распределения выделений.[2] Для исследования старения на механические свойства были выбраны сплавы, отличающиеся друг от друга содержанием магния (4,6,8 %Mg) при одинаковой концентрации примесей. Чтобы выяснить, насколько эффект старения зависит от примесей ( в частности цинка и меди), для сплава с 6 %Mg определение механических свойств проводили на трех уровнях содержания примесей. Старение проводили на закаленных по режиму 520˚C, 10 ч сплавах.[3]
На основании анализа литературных данных по сплавам Al-Mg-Zn старение на первой ступени проводили при 100˚C 4ч. Режим второй ступени является объектом оптимизации. Об эффекте старения судили по приросту твердости HV в сравнении с закаленным состоянием.
На первом этапе были получены зависимости твердости сплавов от температуры Tстарения при времени выдержки 2ч. У сплавов с 6 и 8 %Mg максимальный прирост HV наблюдали при 160˚C, а у сплава с 4 %Mg значение твердости после старения при различных температурах оставалась практически неименными (~HV95).У сплавов Al + 6 %Mg с различным уровнем содержания примесей наибольшая твердость была получена после старения при температуре второй ступени 140˚C для сплава с 0,6 %Si, Fe, Cu, Zn, Mn; 0,3 %Sn и Pb; 0,5 %Ni (верхний уровень) и при 160˚C с примесями на нижнем и среднем уровнях.
На следующем этапе установили зависимость твердости от времени выдержки на второй ступени старения при 140˚C и при 160˚C.Из проведенного анализа кривых старения следует, что оптимальным режимом второй ступени является: температура 160˚C, время выдержки 2ч. Такой режим обеспечивает прирост твердости ΔHV15-20.
Для доказательства того, что двухступенчатый режим старения дает большой прирост HV, чем одноступенчатый, была определенна твердость сплавов состаренных по одноступенчатому режиму, обеспечивающим максимальную твердость: 160˚C, 2ч. Значения твердости HV сплавов системы Al-Mg с различным уровнем примесей представлена таблица.
Электронномикроскопические исследования сплава Al + 6 %Mg с наибольшим содержанием примесей (для более легкого обнаружения продуктов распада), состаренного по режиму 100˚C, 4ч + 160˚C, 2ч, не позволили обнаружить продукты распада, вероятно из-за их дисперсности и малой объемной доли.
Структура перестаренного сплава в течении 10 ч при температуре второй ступени 160˚C, которую изучали с целью обнаружения продуктов распада, показана на рис. 1.
Твердость HV сплавов, состаренных по одно-и двухступенчатому режимам
|
Сплав |
Уровень примесей |
Режим старения |
Твердость HV |
|
Al + 4 %Mg |
средний |
одноступенчатый двухступенчатый |
89 ± 2 96 ± 3 |
|
Al + 6 %Mg |
нижний |
одноступенчатый двухступенчатый |
89 ± 2 96 ± 2 |
|
Al + 6 %Mg |
средний |
одноступенчатый двухступенчатый |
96 ± 2 103 ± 2 |
|
Al + 6 %Mg |
верхний |
одноступенчатый двухступенчатый |
100 ± 2 110 ± 2 |
|
Al + 8 %Mg |
средний |
одноступенчатый двухступенчатый |
103 ± 2 111 ± 3 |
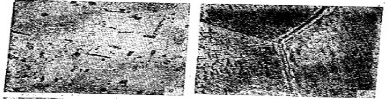
Рис. 1. Тонкая структура сплава Al+6 % Mg с примесями на верхнем уровне
Из сравнения тонкой структуры сплава в литом состоянии и в состаренном следует, что в сплаве, подвергнутом старению, на дислокациях видны гетерогенно зародившееся и уже грубые к этому времени старения, частицы фазы β (Al3Mg). Контраст в этом случаеполучается из-за наличия сильного поля упругих напряжений вокруг выделяющихся мелких частиц. Поле упругих напряжений сохраняется лишь вокруг когерентных или полукогерентных частиц. Вокруг же грубых частиц они отсутствуют. Вероятно, в сплаве идет распад с образованием фазы упрочнителя, объемная доля которой мала и, соответственно, она не оказывает заметного влияния на механические свойства. Идентифицировать эту фазу не удалось в виду малочисленности ее выделений.
В то же время, изучение кинетических кривых зависимости твердости от времени выдержки показали, что режимом старения на максимальную прочность для вторичного алюминиево-магниевого сплава является: 100˚C, 4ч + 200˚C, 3 ч. На образцах, обработанных по этому режиму определялимеханические свойства. Установлено, что при таком режиме старения обеспечивается повышение предела текучести по сравнению с закаленными сплавами в среднем на 85 МПа и снижение относительного удлинения на 2,4 %. Такое изменение свойств,свидетельствует о распаде пересыщенного твердого раствора. Анализ электронограмм после старения сплавов позволяет предложить, что основной фазой (фазами), определяющий характер структуры, является медьсодержащая фаза S (рис. 2).
а б
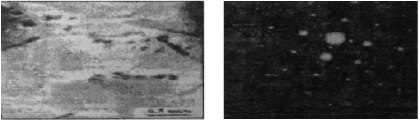
Рис. 2. Тонкая структура (а) и электронограмма (б) сплава, состаренного на максимальную твердость, ПЭМ
Таким образом, изменение твердости, предела текучести, относительного удлинения при старении сплавов системы Al – Mg с повышенным содержанием примесей (в том числе меди и цинка до 0,6 %) показывает, что сплавы этой группы возможно упрочнить за счет термической обработки.
Однако высокотемпературная термическая обработка сплавов с повышенным содержанием примесей и последующее старение с целью улучшения механических свойств сплавов, с точки зрения организации производства, вызывают неудобства. Длительность выдержек сплавов при различных температурах, даже с учетом сменности промышленного производства (чего нет на предприятиях перерабатывающих вторичные алюминиевые сплавы), сводят на нет возможность их применения. Поэтому, а так же с целью экономии энергетических затрат при термической обработке, было изучено влияние термоциклической обработки на структуру и свойства алюминиевых сплавов с повышенным содержанием примесей [4].
Библиографическая ссылка
Чередник А.С., Мансуров Ю.Н. УПРОЧНЕНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ПРИМЕСЕЙ // Международный журнал прикладных и фундаментальных исследований. 2015. № 8-1. С. 28-30;URL: https://applied-research.ru/en/article/view?id=7033 (дата обращения: 21.07.2026).