
Scientific journal
International Journal of Applied and fundamental research
ISSN 1996-3955
ИФ РИНЦ = 0,556
ANALYSIS OF RELIABILITY PARAMETERS OF ROLLER CONVEYORS OF HOT ROLLING MILL

Одной из основных проблем связанных с эксплуатацией рольгангов является большое разнообразие их конструкций, каждая из которых обладает своими преимуществами и недостатками, что сказывается на ремонтопригодности, частоте и своевременном проведении технического обслуживания и ремонта рольганга. Для количественной оценки эксплуатационной надежности необходимы показатели, с помощью которых можно решать вопросы совершенствования рабочих рольгангов.
Металлургические рольганги относятся к восстанавливаемым изделиям длительного использования с последовательным соединением элементов.
Для получения достоверных оценок надежности узлов и деталей рабочих рольгангов необходимы статистические данные по их отказам, зарегистрированные в реальных условиях эксплуатации.
В общем случае рольганги состоят из ЭД – электродвигателя, ПР – понижающего редуктора, РР – раздаточного редуктора, РА – рамы с подшипниковой опорой, ТВ – трансмиссионного вала, РО – ролика. В соответствии с этим структурная модель рольганга имеет следующий вид [1]:
ЭД + ПР + РР + РА + ТВ + РО.
Известно, что количество структурных элементов в любой машине определяет её работоспособность с точки зрения безотказности и ремонтопригодности в процессе эксплуатации. Применительно к рольгангам НШС ГП [2] структурные модели, определённые количеством и типами составляющих элементов, следующие:
черновые рольганги между клетями
ЭД + ПР + РР + РА + ТВ + РО; (1)
рольганг промежуточный
ЭД + РО + ТВ + РА; (2)
рольганг печной
ЭД + ПР + ТВ + РО + РА. (3)
Можно предположить, что рольганг со структурной схемой (2), с минимальным количеством элементов, более ремонтопригоден. В работе [1] предложена методика оценки ремонтопригодности с использованием комплексных показателей Рк.уд. Приняв комплексный показатель со структурной схемой (2) Рк = 1, значения Рк.уд. рассчитываются следующим образом:
Рк.уд.i = Рк / ni,
где Рк.уд.i – комплексный удельный показатель ремонтопригодности i-го рольганга, ni – количество элементов в структурной схеме i-го рольганга.
В соответствии с данным подходом получены значения Рк.уд. для рольгангов НШС ГП, величины которых приведены в таблице. Анализ по величине Рк.уд. показывает, что большей ремонтопригодностью обладает промежуточный рольганг, а меньшей – рольганги между черновыми клетями. Однако, проведенный структурный анализ в соответствии с принципом, изложенным в работе [1], не позволяет учесть особенности эксплуатации оборудования рольгангов (энергосиловые, температурные, скоростные и др. режимы работы). С целью анализа влияния данных факторов на показатели работоспособности проведена комплексная оценка видов и количества отказов оборудования рассматриваемых рольгангов. Для этого был проведен пассивный эксперимент с наблюдением за частотой отказов элементов рольгангов по различным причинам (рисунок).
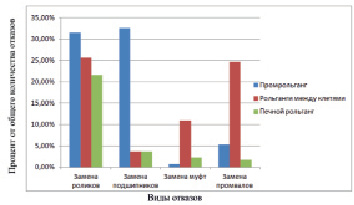
Сравнительный анализ отказов рольгангов
Пользуясь полученными данными о количестве отказов рольгангов, произведен расчет относительных коэффициентов отказов i:
i = ni / n,
где i – относительный коэффициент отказов, ni – количество отказов на i-ом рольганге, n – общее количество отказов.
Так, для печного рольганга величина составила 0,28, промежуточного рольганга – 0,64 и рольганга между черновыми клетями – 0,08 (таблица).
Количественные характеристики рольгангов
|
Название рольганга |
Структурные составляющие |
Общее число элементов |
Общее кол-во отказов |
Комплексный удельный показатель надежности Рк.уд i |
Относительный коэффициент отказов i |
|
Черновые рольганги между клетями |
ЭД + ПР + РР + + РА + ТВ + РО |
6 |
109 |
0,16 |
0,08 |
|
Рольганг промежуточный, |
ЭД + РО + + ТВ + РА |
4 |
869 |
0,25 |
0,64 |
|
Рольганг печной |
ЭД + ПР + ТВ + + РО + РА |
5 |
377 |
0,20 |
0,28 |
Достаточно значительная величина относительного коэффициента отказов для роликов промежуточного рольганга (см. таблицу) связана с условиями эксплуатации. Необходимо отметить, что промежуточные рольганги в составе непрерывных широкополосных станов горячей прокатки обеспечивают транспортирование подката в чистовую группу клетей и для обеспечения сохранения температуры полосы оборудуются теплоизоляционными (теплоаккумулирующими) экранами [2]. Существенно важным является применение рациональной системы охлаждения роликов в условиях воздействия повышенных температур раската, использование соответствующих типов подшипников и их смазок.
В условиях эксплуатации промежуточных рольгангов охлаждение опор ролика и бочки ролика (изнутри) осуществляется при помощи охлаждающей водопроводящей трубки, установленной в осевом канале ролика. Вода подается с неприводной стороны, проходит через трубку, попадает в осевой канал ролика и вытекает через колпак со стороны подачи. После прохождения цикла охлаждения ролика вода на выходе нагрета от температуры раската. Вследствие этого внутренняя поверхность трубки охлаждения испытывает экзотермическое сжатие, а внешняя поверхность – экзотермическое расширение. В зоне максимального градиента температуры возникают напряжения растяжения-сжатия, что может привести к разрушению трубки охлаждения. Данный процесс аналогичен применительно к охлаждению роликов УНРС [3].
Также в условиях высоких температур на конце трубки откладывается накипь, из-за чего охлаждение опоры ролика со стороны привода не происходит в нужной степени. Это приводит к выгоранию смазки с последующим выходом из строя подшипников, что может привести к заклиниванию роликов и их замене (см. рисунок).
Вследствие неравномерного износа бочки ролика, а также из-за недостаточной балансировки, возникающий дебаланс также может являться причиной заклинивания. Выход из строя муфт привода происходит в результате износа и поломки зубьев, а также ослабления крепежа. Ослабление крепежа подушек опорных конструкций роликов обусловлено износом и возможной перетяжкой резьбовых соединений.
Итак, для роликов промежуточного рольганга НШС ГП наблюдаются следующие виды отказов и наиболее вероятные причины их появления: заклинивание роликов вследствие разрушения подшипников, забивание трубки охлаждения, дебаланс, отсутствие смазки в опорах роликов; выход из строя муфт привода вследствие износа зубьев, поломка зубьев, ослабление крепежа; ослабление крепежа подушек вследствие износа резьбы, перетяжка резьбового соединения; износ бочки ролика вследствие трения поверхности бочек и прокатываемой полосы [4]. Наиболее значительным по количеству и степени влияния на эксплуатационные показатели является заклинивание роликов.
В процессе транспортирования полосы, нагретой до 1000-1100 °С происходит отрицательное воздействие на подшипниковые опоры роликов рольганга. Это связано с постепенным ухудшением свойств уплотнительных устройств, а также загрязнением и ухудшением свойств смазки в процессе эксплуатации. В результате возникают нарушения работоспособности подшипников качения, что может привести к аварийной остановке роликовой секции.
Сочетание вышеперечисленных эксплуатационных факторов обуславливает повышенную частоту замен роликов и подшипников применительно к промежуточному рольгангу.
Необходимо отметить, что для печных рольгангов и рольгангов между черновыми клетями также наблюдаются отказы, обусловленные заменой роликов, подшипников, муфт, однако частота этих замен существенно ниже по сравнению с промрольгангом. Это связано с различием в условиях эксплуатации.
Сравнительный анализ методов оценки надежности с использованием структурного и эксплуатационного подходов свидетельствует о необходимости учета различных факторов: состава оборудования приводов рольгангов, условий эксплуатации, индивидуальных особенностей, присущих элементам различных рольгангов, что влияет на появление отказов, свойственных тому или иному типу рольганга.
Библиографическая ссылка
Жильцов А.П., Бутырский Д.В. АНАЛИЗ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ РОЛЬГАНГОВ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ (НШС ГП) // Международный журнал прикладных и фундаментальных исследований. 2016. № 6-5. С. 827-829;URL: https://applied-research.ru/en/article/view?id=9705 (дата обращения: 19.05.2026).