

Частота встречаемости злокачественных новообразований костей в России по данным 2015 г. составляет 1,03 на 100 000 человек [1]. Кроме того, костная ткань занимает одно из первых мест по метастазированию рака молочной железы, легкого, желудка и др. Так, рак предстательной железы метастазирует в кости в 56–68 % случаев [1–4]. Высокая летальность при опухолях костной системы обусловлена сложностями полноценного лечения и нередким отсутствием возможности полного замещения образующихся в результате хирургического вмешательства костных дефектов [5]. Только в результате последствий патологических переломов погибает до 32 % пациентов [6]. Основным методом лечения опухолей костей является хирургический. Однолетняя выживаемость пациентов с множественными метастазами в кости без оперативного пособия составляет всего 8–13 % [7,8]. В настоящее время приоритетными являются органосохранные операции, обеспечивающие полное удаление новообразования с последующей пластикой образующегося дефекта ауто- или аллокостью либо имплантатами из синтетических материалов [9,10]. Применение целью пластического замещения дефектов кости аутотрансплантатов имеет следующие недостатки: необходимость интраоперационного моделирования, ограниченность в объеме трансплантата, травматизация донорского участка. Применение ксено- и аллотрансплантатов обуславливает необходимость наличия костного банка с его постоянным пополнением, высокую вероятность отторжения трансплантата ввиду отсутствия гистосовместимости. При использовании ксено- и аллотрансплантатов частота несращений достигает 33 % [2,3,11]. Применение онкологических эндопротезов сопряжено с высоким риском развития асептической нестабильности и некротических процессов в месте контакта эндопротеза с костью, частой необходимостью в ревизионных оперативных вмешательствах [12,13]. Имеющиеся методики и технологии изготовления имплантатов не обеспечивают возможность их моделирования и топологической адаптации с прецизионным соответствием физическим и объемным параметрам замещаемого дефекта. В случаях оперативного лечения опухолевых процессов в крупных сегментах конечностей при использовании существующих методов изготовления имплантов невозможно применить костнозамещающие материалы [14]. Использование 3D печати при создании имплантатов позволяет устранить недостатки имеющихся технологий и уменьшить число осложнений. К числу наиболее доступных методик создания индивидуальных костнозамещающих имплантатов относится применение матриц (пресс-форм), напечатанных на 3D принтере, однако используемый в их создании материал не разрешен к имплантированию в организм человека [14, 15]. Предотвратить попадание материала в операционную рану позволяет внутренний барьерный слой, изолирующий костнозамещающее вещество и материал матрицы. В доступных современных научных публикациях нами не было обнаружено сведений по созданию индивидуальных имплантатов из костнозамещающих материалов с отсутствием их контактов с биологическими средами организма.
Цель исследования – разработать бесконтактную с материалом матрицы технологию создания любых по форме, сложности и размерам высокоточных индивидуальных костнозамещающих имплантатов для лечения онкологической патологии длинных трубчатых костей с использованием различных костнозамещающих материалов и оценить результаты ее применения.
Материалы и методы исследования
В создании имплантатов использовалась разработанная бесконтактная с материалом матрицы технология. На первом этапе она включала в себя гибридное параметрическое моделирование компьютерной трехмерной модели имплантата, который во всех случаях имел форму куба с длиной каждой стороны, равной 3 см. Затем на основе полученных его объемных параметров создавалась компьютерная модель матрицы, в которой форма ее внутренней поверхности полностью соответствовала внешней поверхности имплантата. После этого производилась сегментация компьютерной модели матрицы с разделением ее на 4 составные части и созданием между ними креплений по типу «шип-паз». Затем осуществлялось изготовление составных частей матрицы на FDM 3D принтере (Ultimaker 2 Plus, Нидерланды) из материала «Hips». На втором этапе производилось создание внутреннего барьерного слоя. Для этого каждая часть матрицы обклеивалась асептической пленкой (рис. 1) или на нее наносился из диспенсера стерильный силикон (рис. 2).
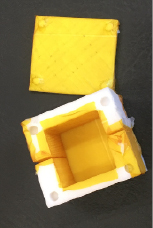
Рис. 1. Матрица с внутренним барьерным слоем из асептической пленки
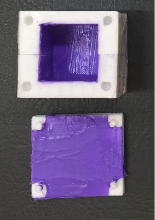
Рис. 2. Матрица с внутренним барьерным слоем из стерильного силикона
Затем матрица собиралась в единое целое и в нее импактировалось костнозамещающее вещество. После его затвердевания она разбиралась, а готовый имплантат отдавался на исследование (рис. 3).
А Б
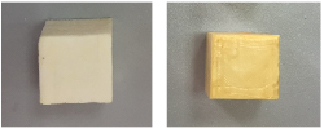
Рис. 3. Созданные по разработанной технологии имплантаты для замещения костных дефектов из костного цемента (А) и материала «Рекост» (Б)
Для определения оптимального сочетания внутреннего барьерного слоя матрицы и костнозамещающего материала при создании прецизионных персонифицированных имплантатов было проведено сравнительно групповое исследование 40 имплантатов, имеющих форму куба. Все имплантаты были разделены на 4 группы в зависимости от используемых при их создании материалов: 1 группа – 10 имплантатов из костного цемента «SmartSet» (DePuy, США) с использованием в качестве материала внутреннего барьерного слоя асептической хирургической пленки Ioban 2 (США), 2 группа – 10 имплантатов из костного цемента «SmartSet» (DePuy, США) с использованием в качестве материала внутреннего барьерного слоя стерильного силикона ELITE HD+ (Zhermack, Италия), 3 группа – 10 имплантатов из костнозамещающего вещества «Рекост» (Айкон Лаб ГмбХ, Россия) с использованием в качестве материала внутреннего барьерного слоя асептической хирургической пленки Ioban 2 (США), 4 группа – 10 имплантатов из костнозамещающего вещества «Рекост» (Айкон Лаб ГмбХ, Россия) с использованием в качестве материала внутреннего барьерного слоя стерильного силикона ELITE HD+ (Zhermack, Италия). Результаты оценивались при сравнении объемов созданных имплантатов и их компьютерных трехмерных моделей, всегда имеющих объем, равный 27 000 мм3, с длиной каждой стороны, равной 30 мм. Для определения объема созданного имплантата проводилось умножение его длины (мм) на высоту (мм) и ширину (мм).
Проведено определение следов материала матрицы и материала внутреннего барьерного слоя на поверхности 8 имплантатов из костнозамещающего материала, которое было выполнено в Институте химии ФГАОУ ВО «Национальный исследовательский Нижегородский государственный университет им. Н.И. Лобачевского». При этом 2 имплантата были созданы из костного цемента «SmartSet» (DePuy, США) и 2 из костнозамещающего вещества «Рекост» (Айкон Лаб ГмбХ, Россия) с использованием в качестве материала внутреннего барьерного слоя асептической хирургической пленки Ioban 2 (США), 2 из костного цемента «SmartSet» (DePuy, США) и 2 из костнозамещающего вещества «Рекост» (Айкон Лаб ГмбХ, Россия) с использованием в качестве материала внутреннего барьерного слоя стерильного силикона ELITE HD+ (Zhermack, Италия). Определение содержания материала матрицы («Hips») и материала внутреннего барьерного слоя на поверхности имплантатов проводили с использованием аналитического комплекса, состоящего из хромато-масс-спектрометра GCMS QP 2010 Ultra (Shimazdu, США) и многофункционального пиролизера EGA/PY 3030D (Frontier Lab., Япония). Для количественных расчетов применяли метод одноточечной градуировки.
Статистическая обработка данных выполнена с помощью программы Statistica 6.1. Результаты представлены в виде М±σ, где М – среднее арифметическое, σ – стандартное отклонение. Оценка достоверности различий между группами проводилась с помощью U-критерия Манна-Уитни. За достоверные результаты принимали отличия при уровне вероятности P<0,05.
Результаты исследования и их обсуждение
При разработке бесконтактной с материалом матрицы технологии создания индивидуальных костнозамещающих имплантатов с помощью визуального обследования, а также линейного измерения их размеров было определено оптимальное сочетание внутреннего барьерного слоя матрицы и костнозамещающего вещества (табл. 1).
Результаты сравнительного измерения имплантатов
|
Параметр |
Трехмерная модель |
1 группа |
2 группа |
3 группа |
4 группа |
|
Объем, мм3 |
27000 |
27000±0,0 |
26373±601,1 |
26640±464,8 |
25760,9±844,9 |
Имплантаты, имеющие наиболее гладкую и ровную поверхность, а также прецизионно соответствующие размерам их компьютерных трехмерных моделей (P>0,05) были получены при использовании в их создании костного цемента «SmartSet» (DePuy, США), а также в качестве материала внутреннего барьерного слоя асептической хирургической пленки Ioban 2 (США).
Наименьшее соответствие имплантатов компьютерным трехмерным моделям наблюдалось в группах, где для создания внутреннего барьерного слоя их матриц использовался силикон. По нашему мнению, это связано с большей толщиной создаваемого из данного материала внутреннего барьерного слоя по сравнению с асептической пленкой. Одним из возможностей повышения точности соответствия изготавливаемых имплантатов в матрицах с внутренним барьерным слоем из силикона является увеличение на 0,5 мм ее компьютерной трехмерной модели по сравнению с планируемой или удаление верхнего слоя силикона после его нанесения через диспенсер.
При использовании в создании внутреннего барьерного слоя как силикона, так и асептической пленки на поверхности всех имплантатов отсутствовал материал матрицы.
При определении следов материала внутреннего барьерного слоя на поверхности имплантатов был обнаружен силикон, материал асептической пленки во всех образцах отсутствовал. Таким образом, при создании имплантатов в матрицах с внутренним барьерным слоем из силикона обязательным этапом технологии должна являтся постобработка, включающая удаление их поверхностного слоя.
Заключение
Использование в разработанной бесконтактной с материалом матрицы технологии создания имплантатов из костного цемента в качестве внутреннего барьерного слоя асептической пленки позволило во всех случаях получить высокоточное соответствие имплантатов компьютерным трехмерным моделям. Применение в производстве индивидуальных костнозамещающих имплантатов матриц с внутренним барьерным слоем из асептической пленки позволяет добиться во всех случаях отсутствие ее, а также материала матрицы на поверхности созданных имплантатов. Удаление поверхностного слоя имплантатов, созданных в матрицах с использованием силикона, а также увеличение на 0,5 мм их компьютерных трехмерных моделей, по нашему мнению, позволит повысить прецизионность по сравнению с планируемыми, а также обеспечит отсутствие остаточного на имплантатах материала внутреннего барьерного слоя.
Исследование выполнено при финансовой поддрежке минигранта фонда «Сколково» № МГ84/16.
Библиографическая ссылка
Клеменова И.А., Новиков А.В., Горбатов Р.О., Новиков А.Е. ИНДИВИДУАЛЬНЫЕ ИМПЛАНТАТЫ ИЗ КОСТНОЗАМЕЩАЮЩЕГО МАТЕРИАЛА ДЛЯ ЛЕЧЕНИЯ ОНКОЛОГИЧЕСКОЙ ПАТОЛОГИИ КОСТНОЙ ТКАНИ // Международный журнал прикладных и фундаментальных исследований. 2017. № 9. С. 30-33;URL: https://applied-research.ru/ru/article/view?id=11820 (дата обращения: 16.07.2026).