

Сравнительная качественная оценка различных способов упрочнения с использованием нагрева (токами высокой частоты, электронным лучом, печной, лазерное) позволяет отметить следующие основные преимущества лазерной термообработки основными из которых являются [1, 2]:
– возможна локальная термообработка избранных участков поверхности детали в том числе в местах, недоступных при других методах обработки;
– деталь практически не деформируется и не требуется выполнения операции восстановления геометрической формы и размеров;
– ввиду высокой скорости нагрева (до 104–105 град/с и выше) существенно изменяется (по сравнению с другими методами) начало изотермических процессов кинетики фазовых переходов α-железа в γ-железо в сторону значительного (до 300 °С) повышения температур;
– высокая скорость охлаждения (до 105 град/с и выше) подавляет процесс выделения карбидов по границам зерен аустенита в перлитном интервале температур.
Высокопроизводительную лазерную закалку осуществляют непрерывными и импульсными однолучевыми или многолучевыми лазерами в расходящемся пучке диаметром до 10 мм и выше, либо с высокочастотным сканированием луча поперек направления относительного движения детали и пятна излучения на ее поверхности (при перемещении луча только по прямым линиям). Одним из качественных показателей процесса является равномерность толщины закаленного слоя. Обеспечение высокой равномерности толщины закаленного слоя при лазерной закалке широким пятном излучения является важной и актуальной задачей, имеющей практическое значение.
В общем случае распределение плотности мощности излучения по сечению луча на поверхности обрабатываемой детали является распределением Гаусса [3]. Поэтому форма прогреваемого объема материала и поперечное сечение закаленной зоны при воздействии широким лучом на дорожке упрочнения будут иметь вид сегмента. Стремление реализовать равномерную плотность мощности в супергауссовом луче или луче прямоугольной формы также не обеспечивает равномерную толщину закаленного слоя на дорожке упрочнения ввиду различных условий теплоотвода в центральной части и по краям дорожки упрочнения. Кроме этого различные условия теплоотвода не позволяют получить высокую равномерность термического цикла при естественном охлаждении. Поэтому целью статьи является разработка предложений по обеспечению высокой равномерности теплового воздействия на упрочняемую зону при нагреве и охлаждении и, следовательно, равномерности толщины упрочнённого слоя и его свойств как поперек дорожки лазерного упрочнения, так и в направлении относительного перемещения луча и детали при движении по произвольной траектории в процессе обработки с широким пятном излучения.
Материалы и методы исследования
Считая лазерный нагрев широким лучом плоским, температуру на поверхности дорожки упрочнения можно определить по выражению [4]:
 (1)
(1)
Здесь A – эффективный коэффициент поглощения энергии лазерного излучения материалом детали; qs – плотность потока мощности на поверхности детали; α – коэффициент температуропроводности материала; λ – коэффициент теплопроводности обрабатываемого материала; τ – длительность лазерного воздействия. При использовании одного широкого луча Гауссова функция распределения плотности мощности φ(r) на поверхности детали имеет вид
 (2)
(2)
где r0 – радиус луча на уровне e-2, r – текущий радиус.
На основании зависимости (2) выражение (1) запишется в виде
 (3)
(3)
где qmax – плотность мощности в центре луча.
Потребуем, чтобы в пределах поперечного сечения луча температура нагрева поверхности была равна требуемой температуре закалки:
 (4)
(4)
Тогда для выполнения условия (4) потребуется дополнительная температура
 (5)
(5)
Максимальную величину температуры дополнительного нагрева можно определить по выражению
 (6)
(6)
Тогда, полагая, что термоупрочнение детали производится в режиме предоплава поверхности, дополнительную плотность мощности на рассматриваемом участке можно определить по выражению
 (7)
(7)
Исходя из того, что процесс лазерной закалки происходит в режиме предоплава, с учетом выражения (7) для стали 38ХН3МФА с использованием пакета Mathcad выполнен расчёт распределения на поверхности обработки мощности 5 кВт по пятну диаметром 8 мм при расчетной температура нагрева поверхности равна 1640 К. Требуемое распределение мощности лазерного излучения в пятне по ширине дорожки определено по зависимости
 (8)
(8)
Здесь s* – единица площади поверхности детали под пятном излучения. На рис. 1 представлены результаты расчета (кривая 1) на радиусе 4 мм пятна излучения. Прямая 3 соответствует qs = qmax.
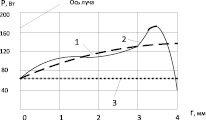
Рис. 1. Распределение мощности по сечению пятна излучения
Исходя из того, что участок кривой 1 вблизи границы луча практически не реализуем, для решения поставленной задачи методом планирования эксперимента подобран многолучевой (48 лучевой) лазер [5], обеспечивающий близкое к требуемому распределение мощности по пятну излучения в произвольном направлении. На рис. 2 приведено относительное расположение излучателей, размещенных внутри окружности 1 диаметром 100 мм.
Излучатели расположены на трех окружностях (24 на внешней окружности 2, 12 на средней окружности 3 и 12 на внутренней окружности 4). Предложенное расположение излучателей позволяет получить квазистационарное распределение мощности излучения на поверхности обрабатываемой детали при движении в произвольном направлении. Распределение мощности по сечению пятна излучения в предложенном лазере – кривая 2 на рис. 1.
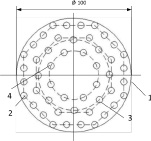
Рис. 2. Схема расположения излучателей в многолучевом лазере
На рис. 3 приведены изотермы модели нагрева стали 38ХН3МФА лазерным лучом предложенного лазера с диаметром пятна 8 мм в сечении по диаметру луча, полученной с помощью пакета COMSOL. Из рассмотрения рис. 3 следует, что температура на поверхности детали и в приповерхностном слое, а также толщина упрочненного слоя (1,5 мм) имеют стационарный характер.
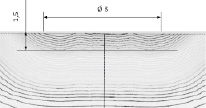
Рис. 3. Изотермы модели нагрева стали 38ХН3МФА лучом многолучевого лазера
В таблице приведены результаты закалки стали различных марок многолучевым лазером с предложенной схемой расположения излучателей. Анализ микрошлифов показал, что неравномерность глубины упрочненного слоя не превышает 7 %.
Результаты закалки стали различных марок многолучевым лазером с предложенной схемой расположения излучателей
|
Марка стали |
Твердость поверхности, HRC |
Глубина упрочненного слоя, мм |
|
40Х |
60–62 |
1,1 |
|
50ХН |
55–58 |
1 |
|
38ХН3МФА |
54–56 |
1,5 |
|
ОХН3М |
50–52 |
1,4 |
|
ШХ15 |
60–64 |
1,4 |
|
18ХГТ |
40–44 |
1,3 |
Несмотря на стремление получить высокую равномерность теплового воздействия на упрочняемую зону условия естественного охлаждения как по ширине дорожки лазерного упрочнения, так и в направлении относительного движения луча и детали будут различными вследствие различных условий теплоотвода. Это не позволит получить высокую равномерность свойств упрочненного слоя и скорость охлаждения выше критической [6] по всей ширине дорожки упрочнения. На рис. 4 приведен вид температурного поля (изотермы) модели нагрева поверхности образца из малоуглеродистой стали лазерным лучом многолучевого лазера комплекса ЛК-5В (ООО «ТермоЛазер») мощностью 5 кВт, перемещающимся со скоростью V = 10 мм/с при ширине дорожки упрочнения 10 мм. Параметры режимов охлаждения существенно зависят от геометрии детали и содержания углерода в данной марке стали. Следовательно, необходимо непрерывно вслед за движущимся лазерным лучом осуществлять управляемые охлаждение со скоростью выше критического значения с температуры нагрева в интервале АС1 нач-АС1 кон до точки начального мартенситного превращения и замедленное охлаждение в зоне этого превращения (300–200 °С) с учетом формы изделия и содержания углерода в данной марке стали.
Такое ступенчатое охлаждение возможно путем подачи в зону нагрева вслед за движущимся лазерным лучом управляемого потока охлаждающей среды. При широкой дорожке упрочнения расстояния от зоны температуры нагрева поверхности в интервале АС1 нач-АС1 кон (нагрев под полную закалку) до центра лазерного пятна по краям дорожки и в ее центре вследствие различных условий теплоотвода могут значительно отличаться (до величины соизмеримой с размерами лазерного пятна). При этом величины указанных расстояний и их соотношение существенно зависят от геометрии обрабатываемого изделия и содержания углерода в данной марке стали. Для обеспечения формирования в поверхностном слое структуры мартенсита после нагрева необходимо осуществлять дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью, подаваемой непосредственно на участок поверхности, температура нагрева которого находится в интервале АС1 нач-АС1 кон. Это можно выполнить с помощью совокупности трубок подачи хладагента. На рис. 5 приведена примерная схема расположения трубок над участком нагретой поверхности под полную закалку, имеющем температуру нагрева в интервале AC1 нач-AС1 кон. Положение участка следует определять для каждого объекта перед его обработкой натурным экспериментом с использованием тепловизионной матрицы или машинным экспериментом с учетом марки стали и геометрии объекта, например, с помощью пакета моделирования физических процессов COMSOL.
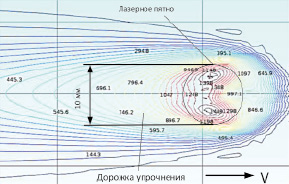
Рис. 4. Вид температурного поля модели нагрева поверхности образца из малоуглеродистой стали лазерным лучом многолучевого лазера

Рис. 5. Примерная схема расположения трубок над участком нагретой поверхности под полную закалку
Трубки следует выполнять с возможностью регулирования расхода охлаждающей жидкости через каждую их них и с возможностью изменения их взаимного положения по направлению относительного движения лазерного луча и объекта обработки.
Результаты исследования и их обсуждение
Из условия постоянства температуры нагрева поверхности детали широким пятном лазерного излучения получены зависимости квазистационарного распределения его плотности мощности. Методом планирования эксперимента найдена необходимая компоновка лазера, состоящего из 48 излучателей, позволяющая обеспечивать равномерность толщины упрочняемого слоя при движении в произвольном направлении.
Для обеспечения формирования в поверхностном слое структуры мартенсита после нагрева предложено осуществлять дополнительное управляемое охлаждение обрабатываемой поверхности. При таком способе охлаждения нагретой поверхности может осуществляться быстрое охлаждение в интервале температур 750–300 °С и медленное охлаждение выше и главным образом ниже этого интервала для получения скорости охлаждения выше критической для достижения мартенситной структуры нагреваемого слоя в сталях, повышения прокаливаемости металла и выравнивания температурного фронта охлаждения в направлении, ортогональном направлению движения луча при минимальных внутренних остаточных напряжениях.
Выводы
1. Получены зависимости для распределения требуемой плотности мощности излучения на поверхности обрабатываемой детали, обеспечивающей ее квази равномерный нагрев.
2. Предложено устройство многолучевого лазера, обеспечивающее необходимое квазиравномерное распределение плотности мощности излучения и равномерности упрочненного слоя взаимным расположением излучателей.
3. Для обеспечения формирования в поверхностном слое структуры мартенсита после нагрева предложено осуществлять дополнительное непрерывное охлаждение обрабатываемой поверхности жидкостью, подаваемой с помощью совокупности трубок непосредственно на участок поверхности, температура нагрева которого находится в интервале АС1 нач-АС1 кон.
Библиографическая ссылка
Рыжикова Д.А., Умнов В.П. ОБЕСПЕЧЕНИЕ РАВНОМЕРНОСТИ ЭНЕРГОВКЛАДА И ТЕРМИЧЕСКОГО ЦИКЛА ПРИ ЛАЗЕРНОМ ТЕРМОУПРОЧНЕНИИ ШИРОКИМ ПЯТНОМ ИЗЛУЧЕНИЯ // Международный журнал прикладных и фундаментальных исследований. 2019. № 6. С. 129-133;URL: https://applied-research.ru/ru/article/view?id=12780 (дата обращения: 16.07.2026).