

При производстве современного абразивного инструмента пользуются рекомендациями ГОСТ [1]. Однако, для создания микропрофиля высокого класса чистоты поверхности обработанных деталей, не допускающих на своей поверхности глубоких рисок-царапин (таких как, гильз цилиндров двигателей, испытывающих высокие эксплуатационные нагрузки), необходимо использовать инструмент с минимальным количеством зерен высокой и повышенной зернистости. По данным, приведенным в [1], построены кривые распределения размеров абразивных зерен (рис. 1).
При анализе данных ГОСТ [1] автором было установлено, что размер предельной фракции для каждой зернистости определяется по зависимости:
![]()
где dпред-размер редельной фракции, мкм; dосн- размер основной фракции, мкм, а размер крупной фракции о ределяется о формуле:
![]()
где dкр - размер крупной фракции, мкм.
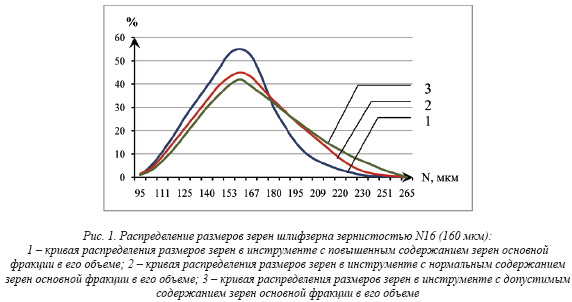
Из рис. 1 видно, что даже допустимое количество зерен основной фракции позволяет иметь в инструменте высокий процент содержания крупных зерен, что не позволяет получать обработанную поверхность отверстия гильзы двигателя внутреннего сгорания с высоким качеством, т. е. без образования глубоких рисок-царапин.
Для повышения качества обработанных поверхностей на кафедре «Технология машиностроения» Волгоградского государственного технического университета создан абразивный инструмент [2], имеющий в своем объеме очень малое количество зерен с размерами крупной основной фракции.
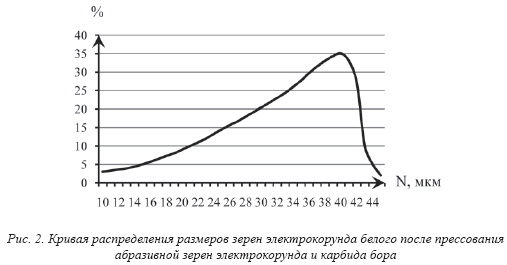
Изготовление инструмента заключается в том, что формируется абразивная смесь из зерен электрокорунда белого и карбида бора, после чего она подвергается ударному прессованию и последующему высокотемпературному спеканию. На рис. 2 представлена кривая распределения размеров зерен.
Как видно из рис. 1 и 2, созданный новый однокомпонентный инструмент содержит на 3 % меньше зерен крупной (по отношению к основной) фракции по сравнению со стандартным, что позволяет значительно уменьшить количество глубоких рисок-царапин на поверхности отверстий гильз цилиндров двигателей.
Список литературы
1. ГОСТ 3647-80. Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля. - М. : Изд-во стандартов, 1980. - 22 с. - (Межгосударственный стандарт).
2. Пат. 2293013 Российская Федерация. Способ изготовления абразивных изделий / Ю.Н. Полянчиков, М.Ю. Полянчикова, А.А. Кожевникова, А.А. Емельяненко, Н.В. Ангеловская, Д.В. Крайнев. - опубл. 10.02.2007, Бюлл. №4.
Библиографическая ссылка
Полянчикова М.Ю. АНАЛИЗ СТРУКТУРЫ СОВРЕМЕННОГО АБРАЗИВНОГО ИНСТРУМЕНТА // Международный журнал прикладных и фундаментальных исследований. 2011. № 5. С. 128-129;URL: https://applied-research.ru/ru/article/view?id=1293 (дата обращения: 01.07.2026).