

Широкое распространение индукционного нагрева, как известно, связано с многочисленными его достоинствами и преимуществами по сравнению с другими видами нагрева [1]:
− Мощность, выделяемая в обрабатываемой детали, практически не ограничена.
− У индукторов отсутствует тепловая инерция, тогда как газовым и особенно электрическим печам требуется значительное время для достижения рабочей температуры, так называемая температура рабочего режима.
− Индукторы позволяют нагревать отдельные части деталей, которые следует обработать, в противоположность газовым печам и печам сопротивлений, в которых приходится нагревать деталь целиком.
− Индукторы обладают гораздо лучшей экологичностью, а небольшие габариты нагревательных установок позволяют размещать их в непосредственной близости к прочему технологическому оборудованию.
Однако разнообразие форм нагреваемых деталей влечет за собой необходимость использования индукторов разнообразных форм, соответствующих как форме обрабатываемой детали, так и технологической операции [2].
Индукторы специальной формы, применяемые для избранного нагрева частей деталей, нередко приводят к уменьшению КПД индуктора и даже к общему уменьшению эффективности нагревательной установки. Особенно ярко это проявляется при нагреве изделий с ярко выраженной трехмерностью формы, например шаров.
В таких случаях для успешного решения проблемы равномерности нагрева приходится мириться со снижением эффективности нагрева, так как традиционные конструктивные решения позволяют нагревать шар только в некоторой области электромагнитного взаимодействия с индуктором, тем более что эта область в процессе нагрева перемещается вследствие перекатывания шара.
Ранее авторами была предложена и исследована индукционная нагревательная установка для закалки шаров шарикоподшипников, также исследовано взаимно перпендикулярное вращение шара и индуктируемых в шаре токов и показано положительное влияние сочетания таких вращений на уменьшение перепада температур на поверхности шара [3, 4].
Индуктор состоит из двух групп индуктирующих проводников, расположенных осесимметрично одна относительно другой. Индуктирующие проводники имеют форму цилиндрической винтовой линии (рис. 1).
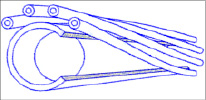
Рис. 1. Винтовая форма индуктирующих трубок индуктора. Показан один пучок
С целью увеличения эффективности индукционной нагревательной установки используются две группы индуктирующих проводников, так как индуктор в форме винтовой линии с большим шагом значительно менее эффективен по сравнению с соленоидальным индуктором. Группы проводников, далее пучки, разделены промежутками угловой шириной 90°, благодаря чему достигается эффект вращения магнитного поля вокруг шара.
Процесс нагрева заключается в следующем. Нагреваемый шар прокатывается сквозь индуктор, при этом электромагнитное поле, благодаря специфической форме индуктора, перемещается из первого во второй квадрант (рис. 2), двигаясь вдоль окружности большого круга шара. Скорость такого движения зависит от скорости прокатывания шара через индуктор и от величины шага винтовой линии индуктирующих трубок. Неизменность этих скоростей способствует улучшению равномерности нагрева.
Проведенные ранее исследования позволили сделать предположения о некоторых необходимых правилах нагрева, соблюдение которых позволит достичь предельно равномерного нагрева поверхности шара, которую может обеспечить индуктор предлагаемой конструкции:
− шар выполняет целое количество оборотов в процессе движения вдоль индуктора;
− шаг винтовой линии обеспечивает перемещение индуктора вокруг движущегося шара на вполне определенный угол. Величина угла зависит от количества индуктирующих трубок. Если в пучке одна трубка, угол равен 180°, в противном случае угол равен 180-α. Угол α характеризует ширину пучка или количество трубок в пучке (рис. 2).
Также было установлено, что при встречном (последовательном) включении пучков индуктирующих трубок, на сферической поверхности индуцируются токи, которые располагаются кольцом по большому кругу шара (рис. 3).
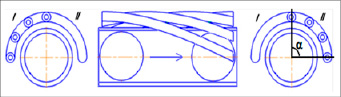
Рис. 2. Изменение положения пучка индуктирующих проводников вдоль поверхности шара в процессе его прокатывания вдоль индуктора
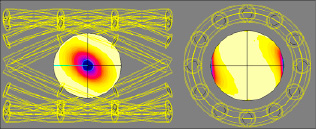
Рис. 3. Кольцо вихревых токов, образованное на поверхности шара
Ось кольца вихревых токов, оставаясь в плоскости поперечного сечения индуктора, поворачивается соответственно перемещению пучка индуктирующих трубок в процессе движения шара вдоль индуктора.
Цель исследования – определение влияния количества индуктирующих проводников в пучке и углового размера пучка на равномерность распределения вихревых токов по поверхности шара.
Материалы и методы исследования
Представленная статья содержит результаты исследования энергетических характеристик индуктора винтовой формы и процесса термообработки в нем шара.
Вычислительный эксперимент по исследованию изменения величины мощности и температуры в различных точках шара проведен при следующих условиях нагрева:
− Радиус шара 10 мм.
− Шар изготовлен из стали ШХ15.
− Проводники пучка соединены параллельно.
− Пучки соединены встречно.
− Величина тока в индукторе 600 А.
− Частота питающего тока 20 кГц.
− Шар вращается со скоростью 12 об/мин.
− Нагрев длился 5 с (один оборот шара).
Эксперименты проводились с помощью конечно-элементного программного комплекса Cedrat FLUX 10.4. Пакет предназначен для многопараметрического электромагнитного, теплового и электромеханического анализа 2D и 3D конфигураций моделей устройств [3, 5]. Была использована 3D конфигурация модели, так как шар и индуктор в форме цилиндрической спирали представляют собой пространственные фигуры с явно выраженными трехмерными свойствами [6].
Для повышения эффективности действия нагревательной установки индуктор снабжен концентратором магнитного поля. Материал концентратора – электротехническая сталь с высокой индукцией и малыми магнитными потерями. Фора концентратора такая, что он охватывает каждую трубку индуктора с трех сторон. Это усиливает действие концентратора и обеспечивает возникновение щелевого эффекта, также улучшающего эффективность нагревательной установки. Благодаря принятой форме концентратора значительно улучшились основные энергетические показатели установки. Так, плотность тока в нагреваемом шаре возросла с 47 до 98 А/мм2, а мощность, выделяющаяся в шаре, с 66 до 279 Вт.
Первоначально вычислительный эксперимент проводился с двумя пучками по четыре индуктирующих проводника. Угловая ширина пучка при этом составляла 90°. В соответствии с правилами, установленными выше в вычислительном эксперименте, скорость вращения шара и скорость перемещения пучка индуктирующих трубок вокруг шара отличались вчетверо. Таким образом, за один оборот шара индуктор «поворачивался» на четверть оборота.
В дальнейшем последовательно увеличивалось количество трубок индуктора. Были рассчитаны индукторы с пятью и шестью трубками в пучке, при этом угол перемещения индуктора оставался неизменным, то есть индуктор вращался с прежней скоростью.
В последнем вычислительном эксперименте, при шести трубках в пучке, индуктор полностью охватывает шар без увеличенных зазоров между пучками индуктирующих проводников с равномерным расположением трубок вокруг шара по всему кругу.
Результаты исследования и их обсуждение
На рис. 4 показано изменение температуры вдоль окружности сечения шара, проходящего через его центр. Температура рассчитана для индуктора с четырьмя трубками в пучке.
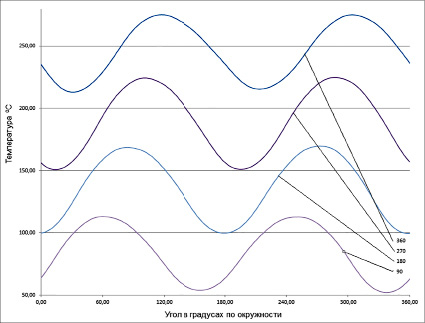
Рис. 4. Изменение температуры поверхности шара в процессе прокатывания шара через индуктор и соответствующего изменения углового положения индуктирующих трубок
Из графика видно, что неравномерность нагрева поверхности шара сохраняется.
Такие перепады температуры объясняются снижением мощности, выделяющейся в шаре в зоне промежутков между пучками индуктирующих трубок. С начала и до окончания нагрева перепад температуры около 60 °С практически не изменяется.
Очевидно, что уменьшить неравномерность распределения температуры можно, уменьшив расстояние между пучками индуктора. Для этого необходимо увеличить угловой размер пучков индуктирующих трубок.
Видится два очевидных способа достичь этого:
− Увеличение расстояния между трубками без изменения их количества.
− Увеличение количества трубок без изменения размера промежутков между ними.
Первый способ применять нежелательно, так как разреживание индуктирующих проводников, что можно интерпретировать как уменьшение плотности намотки соленоидального индуктора, уменьшает эффективность индуктора.
Такое изменение конструкции, снижающее эффективность нагревательной установки, неприемлемо, так как рассматриваемый индуктор по причине своих особенностей значительно менее эффективен по сравнению с соленоидальным и решается задача повысить его эффективность.
Второй способ увеличения углового размера пучков индуктора уменьшает расстояние между пучками, не уменьшая плотности расположения индуктирующих трубок. К тому же, такие изменения, очевидно, уменьшат неравномерность распределения температуры. Следовательно, этот способ более интересен с точки зрения повышения эффективности. С другой стороны, равномерное расположение трубок по всему кругу нарушает ранее установленные правила [7].
Уменьшение промежутка между пучками неизбежно вызовет взаимную компенсацию токов в соседних проводниках на краях разных пучков. Это может дополнительно понизить энергетическую эффективность индуктора, однако следует ожидать улучшения равномерности нагрева.
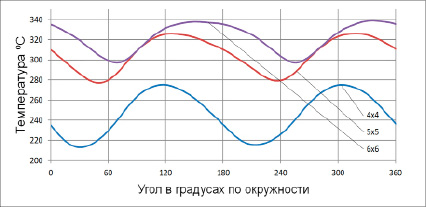
Рис. 5. Изменение температуры вдоль окружности максимального радиуса шара для разного количества индуктирующих проводников в пучке
Равномерность нагрева повысится в результате перекрывания зон нагрева в области полюсов шара при неизменном шаге винта индуктора и увеличении углового размера пучка индуктирующих проводников.
Для проверки выдвинутой гипотезы был проведен вычислительный эксперимент для пяти и шести проводников в пучке при прочих равных условиях. Двенадцать индуктирующих проводников, по шесть проводников в пучке, равномерно расположились по окружности, то есть в этом случае межпучковый промежуток полностью отсутствует.
На рис. 5 показано изменение температурного поля шара при увеличении количества индуктирующих трубок в пучках индуктора и соответствующем увеличении углового размера пучка. Другие условия нагрева не изменяют своих значений.
Из рис. 5 следует, что увеличение мощности, индуктируемой в шаре вследствие увеличения количества трубок, увеличивает скорость роста общей температуры, а уменьшение межпучкового расстояния снижает неравномерность распределения температуры на поверхности шара вследствие уменьшения резкого спада мощности между пучками.
На рис. 5 отчетливо заметно расширение по окружности, приблизительно вдвое, области максимума температуры с увеличением количества проводников в пучке. Это объясняется тем, что увеличение количества трубок в индуктирующем пучке вызывает расширение зоны максимума выделяющейся мощности на поверхности шара.
Заключение
В статье представлен результат вычислительных экспериментов по исследованию индукционной нагревательной установки для закалки подшипниковых шаров, содержащей индуктор специальной конструкции. Эксперименты проводились для выявления характера зависимости величины мощности, выделяющейся в шаре, от количества индуктирующих трубок в пучке индуктора. Исследовалась также аналогичная зависимость распределения температуры и мощности на поверхности шарика.
В результате исследования установлено, что увеличение количества трубок в каждом индуктирующем пучке до полного смыкания пучков, в данном случае до шести, улучшает общие энергетические показатели нагревательной установки. Об этом свидетельствует увеличение объемной удельной мощности, выделяющейся в шаре с 653,7 до 843 кВт/м3 и возрастание максимального значения температуры на 23 % – до 339 °С. Разность температур на поверхности шара сократилась на 32 % и достигла величины 42 °С. Область максимальной температуры увеличилась в размере в 1,7 раза.
Такие показатели продемонстрировал индуктор с шестью индуктирующими проводниками в пучке, то есть когда пучки располагаются вплотную друг к другу. Такое расположение пучков означает, что индуктирующие проводники располагаются равномерно по всей окружности шара и дальнейшее уменьшение расстояния между пучками невозможно. В такой ситуации доступно только увеличение количества индуктирующих проводников с уменьшением диаметра трубки.
Такая конструкция индуктора даст, очевидно, увеличение мощности нагрева. Но так же очевидно сохранение общей конфигурации индуктора, и поэтому не следует ожидать получение таким способом выравнивания температурного поля
Уменьшение шага винтовой линии индуктора не повысит и равномерность нагрева по той же причине неизменности общей конфигурации индуктора. Таким путем можно, очевидно, повысить эффективность индуктора, так как это приблизит его форму к соленоидальной катушке. Однако это нарушит требование симметричности нагрева.
Окончательным выводом следует считать, что проведенное исследование показало предельные возможности индуктора рассматриваемой конструкции по части равномерности нагрева. Дальнейшие исследования возможны только в направлении повышения эффективности нагрева.
Библиографическая ссылка
Клочкова Н.Н., Обухова А.В., Проценко А.Н. ИССЛЕДОВАНИЕ ЭНЕРГЕТИЧЕСКИХ ХАРАКТЕРИСТИК ИНДУКЦИОННОЙ УСТАНОВКИ ДЛЯ ЗАКАЛКИ ШАРОВ // Международный журнал прикладных и фундаментальных исследований. 2024. № 5. С. 51-56;URL: https://applied-research.ru/ru/article/view?id=13634 (дата обращения: 23.06.2026).
DOI: https://doi.org/10.17513/mjpfi.13634