

При совмещенной обработке длинных нежестких валов резанием и ППД роликами [1] большое значение имеет выбор конструкции резцовой головки. Требования к резцовой головке следующие: величина и направление вектора результирующей силы от всех сил, приложенных к резцам должна быть равна нулю, чтобы предотвратить изгиб заготовки в поперечном направлении и возникновение вибраций. Конструкция головки резцовой должна быть плавающей. Настройку резцов на обрабатываемый диаметр необходимо производить вне станка, обеспечивающей обработку по восьмому квалитету точности.
Как известно из многочисленных литературных источников [2] качество обработанной поверхности при обработке ППД не зависит от скорости обкатывания, поэтому лимитирующей скоростью обработки является назначаемая скорость резания. Одновременно подача для обеспечения высокой производительности должна быть как можно большей. При обкатывании подача значительно больше чем при резании (0,8 мм/об…1,8 мм/об), вследствие чего лимитирующей подачей при совмещенной обработке будет являться подача, назначаемая при резании. Для повышения подачи при чистовой обработке резанием применяют заточку режущих лезвий с большим радиусным закруглением при вершине резца. Из производственной практики известно, что при применении бреющих резцов (установленных тангенциально) подачи могут достигать значений 1,2 мм/об.
Рассмотрим особенности конструктивного исполнения головки резцовой с плавающим блоком резцов.
В общепринятой практике резцы в плавающем блоке устанавливаются по отношению к заготовке радиально, как показано на рис. 1. Согласно принятым требованиям, блок резцов режущей головки должен быть плавающим. В конструктивной схеме резцовой головки, представленной на рис. 1 силы резания в распределены таким образом, что результирующая сила Рн возникающая в направляющих головки, вызывает силу трения Тн, частично препятствующую смещению плавающего блока в направляющих, что вызывает снижение точности обработки. Значение результирующей силы Рн примерно равно главной составляющей силе резания Рz.
На рис. 2 представлено другое расположение резцов в резцовой головке. Резцы установлены тангенциально. В результате такого расположения резцов результирующая сила в направляющих резцовой головки уменьшается со значения Рz до значения Ру. Известно, что составляющая силы резания Ру значительно меньше главной составляющей силы Рz. На графике представленным рис. 3 показано процентное отношение составляющих сил резания, рассчитанное по известным методикам [3]. Из графика видно, что указанное соотношение зависит от глубины резания и меняется при глубине резания t = 0,3 мм от 25 % до 18 % при глубине резания t = 3 мм.
Таким образом, тангенциальное расположение резцов будет предпочтительней.
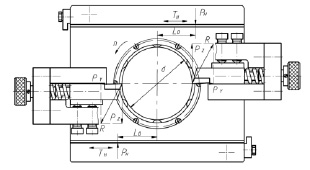
Рис. 1. Традиционная установка резцов по отношению к обрабатываемому валу в резцовой головке
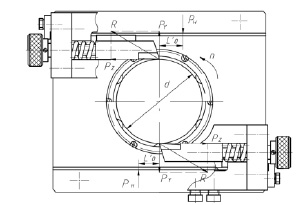
Рис. 2. Тангенциальная установка резцов по отношению к обрабатываемому валу в резцовой головке
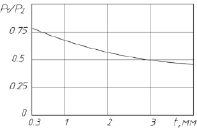
Рис. 3. Процентное отношение составляющих сил резания Ру и Рz, рассчитанных по известной методике [3]
Анализ различных других вариантов установки резцов в резцовой головке приводит к выводу, что возможно такое расположение резцов, при которых сила трения в направляющих будет равна нулю. Такое расположение резцов показано на рис. 4.
Расположение резцов по отношению к обрабатываемому валу в резцовой головке, при котором сила трения в направляющих равна нулю определяется на основе составления расчетной схемы равновесия всех сил и решения уравнения равновесия относительно высоты Н установки резцов (рис. 5).
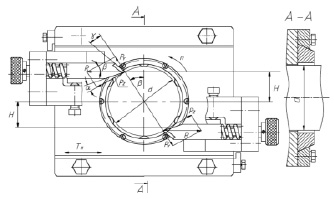
Рис. 4. Установка резцов по отношению к обрабатываемому валу в резцовой головке, при котором сила трения в направляющих равна нулю
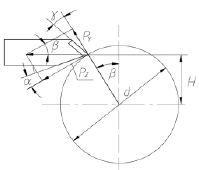
Рис. 5. Расчетная схема равновесия сил, приложенных к режущему лезвию для определения высоты Н установки резцов
Рассмотрим решение поставленной задачи определения высоты Н расположения вершин резцов.
Нормальная сила, действующая в направляющих резцовой головки, возникающая от главной составляющей силы резания Рz, будет равна
 (1)
(1)
Сила трения в направляющих
 (2)
(2)
Составляющие сил резания по оси У и Z вычисляются по формулам [3]:
 (3)
(3)
 (4)
(4)
Угол между составляющими сил резания
 (5)
(5)
Высота установки вершин резцов
 (6)
(6)
Следовательно, что высота расположения резцов будет зависеть от назначаемых режимов резания и диаметра заготовки. Поэтому конструкция резцовой головки должна иметь соответствующую регулировку.
Недостатком приведенной конструкции головки резцовой является применение резцов со специальной конструкцией режущей части. Однако применение таких резцов оправдывается повышением чувствительности реагирования на изменение силы резания и повышение точности обработки.
Библиографическая ссылка
Отений Я.Н., Никифоров Н.И. АНАЛИЗ ОСОБЕННОСТЕЙ РАБОТЫ И РАЗРАБОТКА КОНСТРУКЦИИ РЕЗЦОВОЙ ГОЛОВКИ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ППД РОЛИКАМИ ДЛИННЫХ ВАЛОВ // Международный журнал прикладных и фундаментальных исследований. 2014. № 11-4. С. 569-571;URL: https://applied-research.ru/ru/article/view?id=6182 (дата обращения: 01.07.2026).