

На промышленных предприятиях широкое распространение получили электротехнологические процессы обработки металлов электрической дугой, такие как электродуговая сварка и плавка металлов.
Дуговые сталеплавильные печи используются для плавки шихты и получения качественных и легированных сталей, а также полупродуктов для агрегатов ковш-печь и машин непрерывного литья заготовок. Дуговые процессы сварки стали основными при создании металлоконструкций различного назначения, они легко поддаются механизации и автоматизации [3].
Общим для процессов дуговой сварки и плавки металлов является наличие электротехнологического контура (сварочного или печного) и электрической дуги. В общем случае схема цепи дуговой сварки или плавки может быть представлена в виде рис. 1.
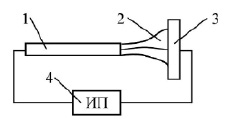
Рис. 1. Схема цепи дуговой сварки или плавки: 1 – электрод; 2 – электрическая дуга; 3 – свариваемый или расплавляемый металл; 4 – источник питания электрической дуги
Электрическая энергия, поступающая из системы электроснабжения, в электротехнологическом контуре преобразуется в форму, наиболее полно соответствующую каждому электротехнологическому процессу, затем энергия электрического дугового разряда преобразуется в термическое воздействие на объект обработки. Общим нелинейным элементом в цепи дуговой сварки или плавки металлов, оказывающим наибольшее негативное влияние на систему электроснабжения является электрическая дуга.
Искажение кривой напряжения, вызванное нелинейным характером вольт-амперной характеристики (ВАХ) дуги, неблагоприятно сказывается на работе всех видов электроприемников (ЭП) [2]. Наличие в сети высших гармоник тока и напряжения вызывает: дополнительные потери электроэнергии в сетях, трансформаторах и электрических машинах; ухудшение механических характеристик и КПД синхронных и асинхронных двигателей; ускоренное старение изоляции электрических машин, трансформаторов и кабелей; нарушение работы систем автоматики, телемеханики, связи, компьютерной техники и других устройств; недоучет потребляемой электроэнергии индукционными счетчиками электроэнергии; ухудшение коэффициента мощности ЭП; нарушение работы вентильных преобразователей и т.д.
Для анализа дуговых процессов на переменном токе необходимо пользоваться динамическими ВАХ дуги, так как статические ВАХ дают связь между действующими значениями токов и напряжений для времени, намного превышающего длительность одного полупериода.
Динамическую модель электрической дуги на макроуровне можно представить в виде дифференциальных уравнений в простых производных [1]. Электрическую проводимость дуги 1/R можно представить функцией, накопленной в дуге тепловой энергии WT. Разница между подводимой к дуге мощностью и мощностью, отводимой от нее путем рассеивания, выражает изменение запаса энергии не только в тепловом, но и в магнитных полях дуги. В соответствии с этим можно записать:
 (1)
(1)
 (2)
(2)
где  – электрическая проводимость дуги;
– электрическая проводимость дуги;  – полная тепловая мощность дуги;
– полная тепловая мощность дуги;  – мощность, рассеиваемая дугой в окружающее пространство;
– мощность, рассеиваемая дугой в окружающее пространство;  ,
,  – изменение запаса тепловой и магнитной энергии в дуге соответственно.
– изменение запаса тепловой и магнитной энергии в дуге соответственно.
Выражения (1) и (2) позволяют получить описание динамики процессов в длинных дугах без учета процессов в приэлектродных областях:
 (3)
(3)
где LM – индуктивность дуги.
Выражение (3) является нелинейным дифференциальным, поэтому его неудобно использовать при расчетах.
Выполненный анализ показал, что при рассмотрении процессов в локальной области при малых отклонениях силы тока iД(t) и напряжения дуги uД(t) уравнение (3) можно линеаризовать:
 , (4)
, (4)
где L0 – индуктивность дуги в рабочей точке при  ;
;
 –
–
тепловая постоянная времени дуги;  – мощность, рассеиваемая дугой в окружающее пространство, при
– мощность, рассеиваемая дугой в окружающее пространство, при  ;
;  – статическое сопротивление дуги;
– статическое сопротивление дуги;  – динамическое сопротивление дуги при
– динамическое сопротивление дуги при  ;
;  ,
,  – заданные параметры режима сварки или плавки (напряжение и сила тока дуги).
– заданные параметры режима сварки или плавки (напряжение и сила тока дуги).
В электротехнологическом контуре в процессе сварки или плавки металла появляются возмущения, которые нарушают равновесие системы. К ним можно отнести изменение длины дуги, короткие замыкания дугового промежутка, изменение напряжения питающей сети, изменение скорости подачи электрода и т.д.
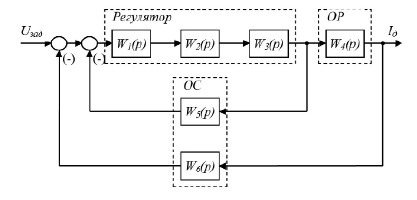
Рис. 2. Обобщенная структурная схема САР напряжения дуги при дуговой сварке и плавке
Для нейтрализации возникающих возмущений в электротехнологическом контуре служит система автоматического регулирования режима сварки или плавки. Поскольку, нелинейным элементом в схеме замещения цепи дуговой сварки и плавки является электрическая дуга, то она выступает объектом регулирования (ОР) в системе автоматического регулирования (САР) электрическим режимом при обработке металлов электрической дугой.
Общими задачами САР являются: противодействие возмущениям, компенсация или ослабление их вырабатываемыми встречными регулирующими воздействиями, обеспечивающими заданное на каждый момент времени состояние ОР.
Разнообразные САР установок дуговой сварки и плавки металлов отличаются функциональными возможностями, принципами построения, конструктивной реализацией, но по функциональному назначению могут быть сведены в обобщенную структурную схему комбинированной САР, приведенную на рис. 2.
В обобщенную структурную схему САР дуговой нагрузки входят: регулятор, представленный передаточными функциями измерителей W1(p), усилителей W2(p) и исполнительных механизмов W3(p); объект регулирования, представленный передаточной функцией объекта регулирования W4(p); обратные связи, представленные передаточными функциями корректирующего звена обратной связи регулятора W5(p) и датчиков процесса W6(p).
С учётом рис. 2 передаточная функция САР может быть описана выражением:
 (5)
(5)


где WРЕГ(р) – передаточная функция автоматического регулятора; WОР(р) – передаточная функция объекта регулирования.
Все элементы структурной схемы представлены своими передаточными функциями Wi(p), что позволяет рассмотреть спектральные характеристики ЭТК с учетом влияния системы электроснабжения.
Полученная обобщенная модель электротехнологического процесса обработки металла посредством электрической дуги позволяет оценить воздействие дуговой нагрузки (дуговой сварки и дуговой плавки) на систему электроснабжения.
Библиографическая ссылка
Черненко А.Н., Вахнина В.В. ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ НЕЛИНЕЙНОЙ ДУГОВОЙ НАГРУЗКИ // Международный журнал прикладных и фундаментальных исследований. 2015. № 5-3. С. 403-406;URL: https://applied-research.ru/ru/article/view?id=6796 (дата обращения: 17.07.2026).