

В течение всего процесса тканеформирования нити испытывают многоцикловые нагрузки. Основным нагрузкам нити подвергаются в ходе процесса прибоя, что оказывает влияние на прочностные характеристики ткани, в частности на истирание и разрывную нагрузку полоски ткани.
Истирание – это один из наиболее часто встречающихся видов изнашивания, при котором происходит значительная потеря массы материала, разрушаемого под действием трения. Способность ткани сопротивляться разрушению от трения называется стойкостью к истиранию. Характеристиками износа являются внешне видимые изменения микроструктуры – потертости и дыры, которые являются прямым следствием потери массы материала при истирании и прямо свидетельствуют о его разрушении. Степень и характер износа ткани зависит от их волокнистого состава, структуры, размера и характера опорной поверхности, то есть площади контакта с истирающими предметами или материалами. В процессе истирания нарушается структура волокон, что приводит к их разрушению или утонению. Отдельные волокна теряют связь с пряжей и выпадают, что вызывает утонение нитей основы и утка и, в конечном счете, приводит к нарушению их целостности, а, следовательно, целостности текстильного изделия из них.
Анализ научных работ [2–4] показал, что определение технологических режимов изготовления тканей с заданными параметрами и свойствами необходимо проводить комплексно с учетом технологии, строения и свойств вырабатываемых тканей. При оптимизации целесообразно использовать современные методы, позволяющие учитывать одновременно большое количество факторов и взаимное влияние их друг на друга.
Так, например, Баталко Т.П. в своей работе [1] разрабатывала оптимальные технологические параметры выработки хлопчатобумажной ткани «Лиана» из пряжи малой линейной плотности на станке АТПР-100-4. В качестве критериев оптимизации были приняты: поверхностная плотность ткани, разрывная нагрузка ткани по основе и утку, стойкость ткани к истиранию, усадка после стирки. В качестве входных параметров были выбраны: заправочное натяжение нитей основы, величина заступа, положение скала относительно грудницы.
Суворов М.В. в работе [5] провел оптимизацию изготовления х/б из пряжи малой линейной плотности на бесчелночных ткацких станках типа СТБ. В работе были определены оптимальные технологические параметры выработки, обеспечивающие при этом минимально возможную обрывность и максимальную стойкость к истиранию.
Исследования стойкости ткани к истирающему воздействию проводилось согласно ГОСТ, на приборе ДИТ-М с неориентированным истиранием по поверхности проб. В качестве характеристики для определения стойкости ткани к истирающему воздействию использовалось число циклов истирания до разрушения ткани.
Базой для проведения исследований по определению свойств петельной ткани являлась лаборатория ткачества Камышинского технологического института (филиала) Волгоградского государственного технического университета.
В качестве объекта исследования была выбрана хлопчатобумажная петельная ткань, вырабатываемая на ткацком станке СТБМ-180. Техническая характеристика ткани представлена в табл. 1. Надо отметить, что особенностью строения петельной ткани является то, что для её выработки требуется две системы основных и одна система уточных нитей.
Таблица 1
Техническая характеристика петельной ткани
|
Параметры |
Размерность |
Величина |
|
Сырье: основа уток |
– – |
х/б х/б |
|
Линейная плотность нитей: коренная основа петельная основа уток |
текс текс текс |
20х2 29х2 50 |
|
Плотность ткани по направлению: коренная основа петельная основа уток |
нит/дм нит/дм нит/дм |
130 130 175 |
|
Уработка нитей: коренная основа петельная основа уток |
% % % |
12 70,7 3,1 |
|
Поверхностная плотность ткани |
г/м2 |
380 |
Таблица 2
Результаты эксперимента по плану Бокс-3
|
№ п/п |
Х1, сН |
Х2, сН |
Х3, мм |
Стойкость ткани к истиранию (число циклов до разрушения ткани) |
|||
|
код. |
нат. |
код. |
нат. |
код. |
нат. |
Y, % |
|
|
1 |
+ |
70 |
+ |
40 |
+ |
410 |
155 |
|
2 |
– |
40 |
+ |
40 |
+ |
410 |
163 |
|
3 |
+ |
70 |
– |
20 |
+ |
410 |
170 |
|
4 |
– |
40 |
– |
20 |
+ |
410 |
166 |
|
5 |
+ |
70 |
+ |
40 |
– |
310 |
189 |
|
6 |
– |
40 |
+ |
40 |
– |
310 |
170 |
|
7 |
+ |
70 |
– |
20 |
– |
310 |
153 |
|
8 |
– |
40 |
– |
20 |
– |
310 |
175 |
|
9 |
+ |
70 |
0 |
30 |
0 |
360 |
180 |
|
10 |
– |
40 |
0 |
30 |
0 |
360 |
180 |
|
11 |
0 |
55 |
+ |
40 |
0 |
360 |
176 |
|
12 |
0 |
55 |
– |
20 |
0 |
360 |
183 |
|
13 |
0 |
55 |
0 |
30 |
+ |
410 |
171 |
|
14 |
0 |
55 |
0 |
30 |
– |
310 |
162 |
Из опыта работы ткацких фабрик и результатов анализа научных источников [4] известно, что наибольшее влияние на свойства ткани оказывают следующие заправочные ткацкого станка: Х1 – заправочное натяжение коренной основы, сН; Х2 – заправочное натяжение петельной основы, сН; Х3 – величина задней части зева (вынос зева), мм.
Для определения оптимальных технологических параметров заправки ткацкого станка будем использовать метод планирования эксперимента по матрице планирования Бокс-3.
В табл. 2 представлены результаты эксперимента по плану Бокс-3.
В результате исследования было получено следующее регрессионное уравнение влияния заправочных параметров ткацкого станка на стойкость ткани к истирающему воздействию:


Анализ данного уравнения позволяет сделать следующие выводы:
1) максимальное влияние на стойкость ткани к истиранию оказывает вынос зева;
2) минимальное влияние на стойкость ткани к истиранию оказывает заправочное натяжение нитей петельной основы;
3) при увеличении заправочного натяжения нитей коренной основы и выноса зева стойкость ткани к истиранию уменьшается;
4) при увеличении заправочного натяжения нитей петельной основы стойкость ткани к истиранию увеличивается.
Затем по полученной математической модели на ЭВМ были построены сечения поверхности отклика (рисунок).
В результате анализа этих сечений были получены следующие оптимальные параметры выработки петельной ткани, позволяющих вырабатывать ткань с максимальной стойкость ткани к истиранию, представленные в табл. 3.
Установка полученных оптимальных технологических параметров в ткацком производстве позволит вырабатывать петельные ткани с максимальной стойкость к истиранию 186,5 циклов.
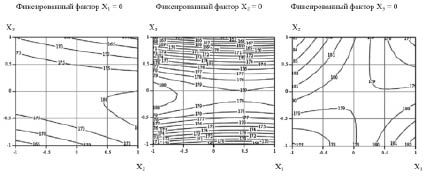
Сечения поверхностей отклика влияния технологических параметров выработки петельной ткани на стойкость ткани к истирающему воздействию
Таблица 3
|
Факторы |
Кодированное значение |
Натуральное значение |
|
Х1, сН |
– 1 |
40 |
|
Х2, сН |
+ 1 |
40 |
|
Х3, мм |
– 0,25 |
347,5 |
Выводы
1. В результате исследования установлена математическая зависимость критерия оптимизации от исследуемых параметров заправки ткацкого станка: заправочное натяжение коренной основы, заправочное натяжение петельной основы, величина задней части зева.
2. Определены следующие оптимальные технологические параметры изготовления петельной ткани с максимальной стойкость к истиранию: заправочное натяжение коренной основы 40 сН, заправочное натяжение петельной основы 40 сН, величина задней части зева 347,5 мм.
3. Полученные оптимальные параметры изготовления петельной ткани на ткацком станке СТБМ-180 обеспечивают стабильное протекание технологического процесса ткачества и получения ткани с заданными свойствами, а также приводят к улучшению её механических свойств.
Библиографическая ссылка
Назарова М.В., Романов В.Ю. ОЦЕНКА СТЕПЕНИ ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ТКАЦКОГО СТАНКА НА СТОЙКОСТЬ ПЕТЕЛЬНОЙ ТКАНИ К ИСТИРАНИЮ // Международный журнал прикладных и фундаментальных исследований. 2015. № 9-3. С. 430-433;URL: https://applied-research.ru/ru/article/view?id=7340 (дата обращения: 26.06.2026).