

В настоящее время на правительственном уровне поставлена задача максимально быстро и эффективно разрабатывать новые прогрессивные методы обработки деталей машин в рамках импортозамещения.
Одним из направлений совершенствования технологических процессов и разработки более прогрессивной технологической оснастки, а также деформирующего инструмента является обработка длинных наружных цилиндрических поверхностей, для которых условно полагают, что отношение длины вала L к его диаметру d должно быть более 10. В ряде случаев это отношение бывает в десятки раз больше. Несмотря на то, что обработку длинных валов осуществляют на протяжении многих десятилетий, имеются возникающие при этом достаточно серьезные проблемы. Эти проблемы связаны с малой жесткостью заготовки, возникающими вибрациями, сложностью достижения заданной, точности, низкой шероховатости, производительности, а также отсутствием оборудования, обеспечивающим необходимую длину для обработки таких поверхностей.
Еще большие проблемы возникают при обработке тонкостенных труб длиной 2000 мм …5000 мм и пределах изменения диаметров в пределах 16 мм… 30 мм и толщинами стенок от 1,5 мм до 3 мм.
Тонкостенные трубы нашли широкое применение во многих изделиях массового потребления. Они содержатся в качестве составляющих деталей в детских и инвалидных колясках, велосипедах, ручках вагонов метро, автобусов, применяются для оформления интерьеров офисных помещений и общественных зданий, при изготовлении светильников, в гардеробах, деталей мебели, гардин и многих других товаров.
Традиционным и практически единственным методом обработки длинных тонкостенных труб является их предварительное наружное бесцентровое шлифование с последующей доводкой полированием абразивными лентами, войлочными кругами с нанесенными на них полировальными пастами, лепестковыми кругами, ручной доводкой. Такая технология является чрезвычайно трудоемкой, имеет плохие условия охраны и безопасности труда.
К сожалению, отечественный рынок по поставке обработанных тонкостенных труб для многих отечественных производителей занят фирмами Китая и Турции. Для замещения этих поставок отечественными товарами необходимо усовершенствовать технологический процесс их обработки таким образом, чтобы при этом обеспечить существенное повышение производительности обработки при заданной точности и низкой шероховатости и снижение себестоимости.
Целью данной статьи является разработка и обоснование параметров устройства для удаления дефектного слоя с длинных валов и тонкостенных труб малого диаметра (16 мм…30 мм) длиной от 1000 мм до 5000 мм протягиванием острозаточенными протяжками и дорнующим протягиванием.
Известно, что протягивание является одним из наиболее производительных и точных методов обработки, отличается простотой применяемого оборудования, так как имеется всего лишь одно главное движение резания. Производительность достигается за счет большой суммарной длины режущих кромок, участвующих в обработке. Несмотря на очевидные преимущества протягивание не нашло применения для обработки длинных наружных цилиндрических поверхностей. Это связано с тем, что при протягивании длинных поверхностей необходимо разместить в стружечной канавке протяжки длинную стружку. При этом снижается прочность тела зуба за счет увеличения его высоты, значительно удлиняется протяжка, отсутствует необходимое оборудование, имеющее требуемую длину хода, при протягивании возникают большие силы резания.
Перечисленные недостатки можно преодолеть, а преимущества, которые могут быть достигнуты при обработке наружных поверхностей длинных труб протягиванием, особенно по производительности, точности и шероховатости, позволяют отказаться от других методов обработки, обладающих существенными недостатками.
При протягивании необходимо обеспечить устойчивость обрабатываемой детали на продольный изгиб. Растягивающие или сжимающие напряжения, возникающие в детали под воздействием силы протягивания не должны превышать допустимых значений на разрыв или сжатие. Обработка должна производиться за минимальное количество проходов. С точки зрения простоты конструктивного решения и надежного удаления срезаемой стружки наиболее целесообразным является применение одного режущего элемента протяжки. Схема обработки протягиванием длинной трубы представлена на рис. 1.
Перемещение обрабатываемой трубы 1 могут быть осуществлено двумя способами: тянущей или толкающей силой. В первом случае, при растягивающей силе необходимо обеспечить надежный захват трубы за ее переднюю часть со значительным усилием сжатия ее стенок.
Толкающая сила может вызвать недопустимый продольный изгиб детали. Для обоснования возможности протягивания длинных цилиндрических поверхностей и выбора режима обработки произведем анализ силовых факторов, действующих в процессе протягивания.
Ограничениями, накладываемыми на предельную величину резания или толщину удаляемого припуска за один проход, являются допустимая нагрузка на сжатие (растяжение), вычисляемая по формуле:
Рпр ≤ hтp∙[σсж]∙π∙dтр; (1)
где – hmp – толщина стенки трубы; dmp – наружный диаметр трубы;
[σсж] – допускаемое напряжение на сжатие материала трубы.
Другим параметром определяющим возможность обработки является критическая сила, определяющая продольную устойчивость заготовки. Эти ограничения, впервые полученные Эйлером, можно записать в виде неравенства
 , (2)
, (2)
где Pпр – сила протягивания; m – коэффициент длины заготовки; lтр – длина трубы; Е – модуль упругости обрабатываемого материала; J – момент инерции поперечного сечения трубы.
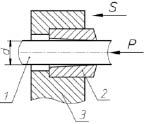
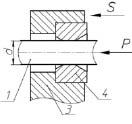
а) б)
Рис. 1. Схемы протягивания тонкостенной трубы: а) острозаточенной протяжкой, б) дорнующей протяжкой. 1 – обрабатываемая заготовка, 2 – острозаточенная одинарная протяжка, 3 – корпус державки протяжки, 4 – дорнующий элемент протяжки
Момент инерции для поперечного кольцевого сечения заготовки рассчитывается по формуле:
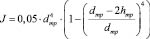 . (3)
. (3)
Сила протягивания определяется по формуле
 (4)
(4)
где Рn – удельная сила протягивания приходящаяся на 1 миллиметр длины режущего лезвия протяжки; n – количество зубьев протяжки.
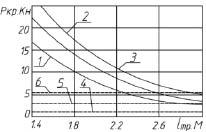
Рис. 2. Изменение критической силы на продольный допускаемый изгиб трубы от ее длины. 1 – hтр = 1,5 мм, 2 – hтр= 2 мм , 3 – hтр=2,5 мм. Горизонтальные прямые 4, 5, 6, соответствуют допускаемым усилия на сжатия Рпр
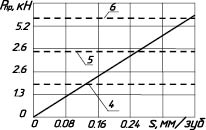
Рис. 3. Изменение силы протягивания от подачи на зуб Прямые горизонтальные линии 4,5,6 определяют допустимые усилия на сжатие при толщинах стенок труб 1 – hтр = 1,5 мм, 2 – hтр = 2 мм, 3 – hтр = 2,5 мм
На рис. 2 представлены графики влияния длины трубы на критические силы Ркр при различных толщинах стенок труб. Кривые 1,2,3 соответствуют изменению критической силы Ркр в зависимости от длины обрабатываемых труб при их толщинах стенок соответственно равных: 1 – hтр = 1,5 мм, 2 – hтр = 2 мм, 3 – hтр = 2,5 мм. Горизонтальные прямые 4, 5, 6, соответствуют допускаемым силам Рпр на сжатие.
Изменение удельной силы протягивания, приходящейся на 1 миллиметр длины режущего лезвия протяжки в зависимости от подъема на зуб (подачи) показаны на рис. 3. Горизонтальные прямые 4, 5, 6, соответствуют допускаемым силам Рпр на сжатие.
Из рис. 2 видно, что на ограничение длины обрабатываемой детали преимущественное влияние оказывает критическая сила. Возможная максимальная длина обработки при условии, когда усилие протягивания определяется по формуле (1), а знак неравенства заменен знаком равенства, определяется координатой длины трубы, соответствующей пересечению графиков, определяющих допустимое усилие сжатия и критической силы. В этом случае в процессе протягивания будет удаляться максимально возможная глубина срезаемого слоя. При меньших подачах на зуб, а соответственно, и при меньших усилиях протягивания, возможная длина обработки будет увеличиваться.
Библиографическая ссылка
Отений Я.Н., Белов А.В., Привалов Н.И. ПОВЫШЕНИЕ ТОЧНОСТИ ДЛИННЫХ ВАЛОВ И ТОНКОСТЕННЫХ ТРУБ ПРОТЯГИВАНИЕМ И ДОРНОВАНИЕМ // Международный журнал прикладных и фундаментальных исследований. 2015. № 9-3. С. 444-446;URL: https://applied-research.ru/ru/article/view?id=7343 (дата обращения: 21.06.2026).