

Широкий ассортимент изделий производственно-технического назначения, изготавливаемых из полимерных композиционных материалов (ПКМ), предполагает наличие многих технологических приемов и способов их производства, учитывающих размеры и назначение изделий, объемы производства и условия эксплуатации, конфигурацию изделия, квалификацию и оснащенность производителя и т.д., и т.п. Для того чтобы оптимизировать структуру производства изделия с гарантийным обеспечением эксплуатационных параметров, необходимо систематизировать известные способы производства по основным технологическим показателям. Основные технологические приемы переработки рассматриваемой группы композиционных материалов в готовые промышленные изделия, следующие (см. рис. 1):
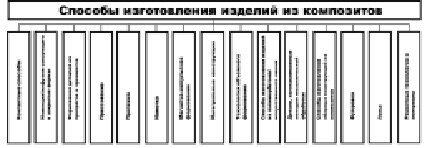
Рис. 1. Основные способы получения изделий из ПКМ
1) контактное формование;
2) инжекция/инфузия связующего в закрытую форму;
3) формование из препрегов и премиксов;
4) прессование;
5) изготовление изделий протяжкой;
6) намотка;
7) магнито-импульсное формование;
8) интегральные конструкции;
9) объемное формование;
10) изделия из полимербетонов;
11) детали, получаемые механической обработкой;
12) сборные конструкции;
13) футеровка;
14) литье;
15) ремонтные технологии.
Многие из перечисленных выше технологий и различных способов их реализации описаны в литературе [1, 2, 3] и нашли широкое применение в реальном секторе экономики при производстве изделий из ПКМ для различных отраслей промышленности, транспорта и в быту. Остановимся на новых технологиях и способах производства, разработанных в ООО СКБ «Мысль» за последние годы.
Технология контактного формования.
СКБ «Мысль» предлагает эластичное вибропрессование/«the elastic blok-making» (khow how), где в качестве уплотняющего материала при вибропрессовании используются эластичные, например силиконовые, шары с внутренним утяжелением, которые в отличие от металлической дроби имеют с ламинатом не точечный, а плоскостной контакт, что позволяет проводить более равномерное уплотнение материала и использовать их без промежуточного баллона, а также исключить возможность дефекта ламината при уплотнении на любых режимах вибропрессования.
Вибропрессование, обладая перечисленными выше достоинствами, применяется в промышленных условиях сравнительно редко. Это обусловлено ограниченными возможностями данного способа по формованию деталей больших размеров, а также вредным воздействием вибрации на организм рабочих.
Инновационная разработка ООО СКБ «Мысль» – «объемно-дискретное»/«space-discrete lip seal» (khow how) контактное уплотнение» армирующего материала (ноу-хау), заключается в применении роботизированного комплекса для сканирования сложно профильных матриц с уложенным в/на нее армирующим материалом и выработки управляющего сигнала исполнительному механизму с эластичным пуансоном, который благодаря возвратно-поступательному движению исполнительного механизма, обеспечивает точечный контакт пуансона с требуемым усилием и в заданном 3-х мерном пространстве матрицы, с пропитанным связующим армирующим материалом, тем самым – уплотняя его, в том числе, в недоступных обычными методами местах матрицы.
«Магнито-волновое»/«magnetic wave lip seal» (khow how) контактное уплотнение армирующего материала (ноу-хау ООО СКБ «Мысль») заключается в регулировке усилия прижатия металлической дроби к армирующему материалу и ее перемещении по поверхности матрицы за счет регулирования величины электро-магнитного поля и его волнообразном перемещении вдоль формующей поверхности композитного изделия.
«Балонное»/«the balloon seal» (khow how) уплотнение армирующего материала, предложенное ООО СКБ «Мысль» (ноу-хау) предполагает использование объемного прижимного баллона, выполненного или из эластичного резиноподобного материала, или из наполненного газом (воздухом) эластичного баллона. Путем механического нажатия на баллон и вращательного перемещения его по поверхности заготовки, происходит уплотнение пропитанного связующим армирующего материала.
Формование деталей из препрегов и премиксов.
В развитие пресс-камерного способа формования деталей из препрегов [3], в ООО СКБ «Мысль» разработан способ (ноу-хау) изготовления с применением двойного («бинарного») упруго-эластичного мешка/«binary elastic and flexible bag» (khow how), который состоит из внутренней части, контактирующей с препрегом, выполненной из эластичного материала (например, силикона), и внешней части, выполненной из упругого материала (например, прорезиненной ткани), выполняющей функции «жесткой крышки». Мешок жестко крепится по краю матрицы, причем за упругий материал. При подаче избыточного давления внутрь мешка, эластичная часть мешка прижимает препрег к внутренней формообразующей поверхности матрицы, а упругая часть мешка выполняет функции жесткой крышки «классического» способа пресс-камерного формования. Предлагаемая конструкция проще, легче той, что применяется в традиционном способе пресс-камерного формования, кроме того, бинарный мешок – универсален и может использоваться для различных по форме матриц.
Детали из препрега на выпуклой матрице можно изготовить с применением термоусадочного покрытия/«forming coating shrink» (khow how) (например, пленки). На выпуклую матрицу выкладывается препрег и укрывается термоусадочным покрытием, закрепляемым на основании матрицы. Затем вся конструкция помещается в термокамеру, где происходит усадка покрытия и обжим препрега по формообразующей поверхности матрицы и одновременная полимеризация термореактивной смолы горячего отверждения. Способ предложен ООО СКБ «Мысль».
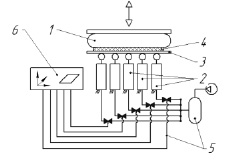
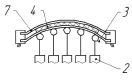
Суть способа формования композиционного изделия из препрега на матрице переменной формы (МПФ)/«matrix variable form» (patent), разработанного в ООО СКБ «Мысль» поясняется рис. 2.
а)
б)
в) г)

д) е)
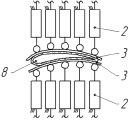
Рис. 2. Принципиальная схема формования на матрице переменной формы
В общем виде устройство для реализации данного способа изготовления включает: пуансон 1 в виде эластичного баллона, некоторое число цилиндров (исполнительных механизмов) 2, количество которых определяется габаритами изделия и требуемой точностью его изготовления, упруго-деформируемую прокладку 3, препрег 4, систему управления цилиндрами (механизмами) 5 и программно-задающее устройство 6.
Реализуется способ следующим образом: в исходном положении (рис. 2, а) препрег 4 помещают между эластичным пуансоном 1 и упруго-деформируемой прокладкой 3. В программно-задающее устройство 6 загружается математическая модель описывающая форму изготавливаемого изделия. Программно-задающее устройство 6 вырабатывает управляющий сигнал, подаваемый на систему управления цилиндрами 5, которые в заданном масштабе повторяют контур изготавливаемого изделия (рис. 2, б). Цилиндры 2 сохраняют контур изделия до момента окончания полимеризации термореактивной смолы, входящей в состав препрега 4, после чего цилиндры 2 возвращаются в исходное состояние и изделие вынимается.
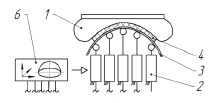
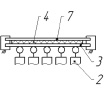
Вариант исполнения описываемого способа производства, для изделий относительно простой формы, показан на рис. 2.в, г). В данном случае эластичный пуансон 1 заменен на вторую упруго-деформируемую прокладку 7. Принцип действия – понятен из рисунка.
Для изготовления описываемым способом объемных оболочковых изделий из композиционных материалов, предлагается вариант способа, показанный на рис. 2, д, е. Вариант данного способа отличается от описанного выше тем, что вместо эластичного пуансона 1 применена управляемая система из исполнительных цилиндров (механизмов) 2 и упруго-деформируемой прокладки 3, а заготовка из композиционного материала представляет собой герметичный баллон 8 с внутренним небольшим избыточным давлением.
Описанный способ изготовления изделий из композитов найдет применение при единичном или мелкосерийном производстве сложных кожухообразных деталей, а также при разработке концепт-модели, маркетинг-модели, лабораторного образца, проведении комплекса НИОКР по новым видам техники и отработке конструкций матриц для серийного производства.
В настоящее время в конструкторско-технологической проработке находятся следующие варианты исполнения описываемого способа производства деталей МПФ:
– «гидро-дискретный»/«hydro-discrete manner» (patent) – способ, в котором исполнительный механизм состоит из заданного числа гидроцилиндров;
– «пневмо-дискретный»/«pneumo-discrete manner» (patent) – исполнительный механизм – пневмоцилиндры;
– «механо-дискретный»/«mechanical-discrete manner» (patent) – исполнительный механизм – различные вариации на тему «винт-гайка», при этом вариантами исполнения с данным исполнительным механизмом могут быть следующие приводы: ручной – шток позиционируется путем выставки каждого штока в отдельности в ручную; приводной – штоки снабжены индивидуальными приводами (например – электромоторами), управляемыми синхронно через компьютер; координатный – есть некий привод (например – электромотор) имеющий возможность автоматического перемещения в плоскости и осуществляющий путем контакта с каждым из выдвижных штоков, его индивидуальное позиционирование согласно командам задающего устройства.
Кроме того, МПФ может быть односторонним (исполнительный механизм расположен с одной стороны препрега, см. рис. 2, а) или двусторонним (исполнительный механизм расположен с обеих сторон препрега, см. рис. 2, д). И наконец, МПФ может быть баллонного типа (рис. 2, а, б) или диафрагменного типа (рис. 2, в, д).
Способы изготовления изделий протяжкой.
ООО СКБ «Мысль» предлагает дополнить существующую гамму методов и способов пултрузионного производства деталей из композиционных материалов следующими вариациями (ноу-хау) на эту тему:
– УФ-пултрузия/«UV-pultrusion» (khow how) – пултрузия, в которой применено УФ – отверждаемое связующее;
– Термоусадочная пултрузия/«shrink pultrusion) (know how) – пултрузионный процесс, в котором полуфабрикат профиля после формующей фильеры обматывается термоусадочной пленкой, а затем поступает в термокамеру, где пленка обжимает профиль, обеспечивая его уплотнение и предохраняя от появления внутреннего расслоения при дальнейшем нагреве для полимеризации связующего. На готовом профиле пленка выполняет функции изоляции и предохранения профиля при перегрузках, транспортировке и хранении;
– Полироллформинг/«polirollforming» (khow how) – вариант роллформинга, при котором пултрузионная заготовка плотно обматывается полимерной нитью, а затем поступает на обогреваемые ролики, которые подплавляя и обжимая полимерную нить, формируют на пултрузионном профиле прочное сплошное полимерное покрытие с защитными функциями;
– Прессовое профилирование/«forging profiling» (khow how) – вариант роллформинга при котором обогреваемые ролики выполняют также функцию накаточных роликов, формирующих на пултрузионной заготовке заданный накаточный профиль в виде кольцевых, продольных, спиральных или винтовых канавок, выполняющих в готовом изделии технологические функции;
– Спиральное профилирование/«the helical profiling» (khow how) – вариант роллформинга, при котором обогреваемые ролики, имея необходимую степень свободы, закручивают пултрузионную заготовку в спираль регулируемого шага и диаметра;
– Объемное профилирование /«surround profiling» (khow how)– вариант ролформинга, при котором несколько пултрузионных неотвержденных заготовок сразу после фильеры поступают на вязальное устройство, которое формует из них объемные конструкции (сетки, рукава и т.п.), а затем изделие поступает в термокамеру отверждения;
– Намоточное профилирование/ «winding profiling» (khow how) – вариант нидлтрузии, при котором на отвержденную пултрузионную заготовку в едином технологическом процессе производится спиральная намотка жгута из однонаправленного волокна, пропитанного связующим, причем этот жгут перед намоткой проходит через профилирующую фильеру, которая определяет профиль наматываемой спирали (метрический, трапециидальный, упорный, прямоугольный, трубный и т.п.), а далее изделие вновь проходит через термокамеру, где полимеризуется намотанный профиль. Примером готового изделия может служить резьбовая шпилька;
– Пултрузионно-экструзионный способ/«pultrusion and extrusion method» (khow how) – вариант намоточного профилирования, в котором спиральная нарезка на поверхности пултрузионного профиля формуется экструдером с соответствующей профилю фильерой, причем экструдер подает или дисперсный термореактивный компаунд или термопластичный полимер.
Вариантами изготовления композитных деталей экструзионным способом могут быть комбинированные технологии, описанные выше применительно к пултрузии, а именно:
– экструзионно-намоточные/ «extruding and winding method» (khow how), включая: обмотку одонаправленными волокнами по спиральной, перекрестной или продольно-перекрестной траектории, пропитанными термореактивным связующим; намоточно-профилированные, предусматривающие формирование на поверхности экструзионного профиля различных видов резьбы методом, описанным для пултрузионных профилей;
– экструзионно-пресссовые/» способы аналогичные pullforming, роллформинг, описанные выше для пултрузии.
Намотка.
В ООО СКБ «Мысль» теоретически обоснован и экспериментально продемонстрирован способ намотки по объемной оправке/«a method of winding mandrel on volume» (khow how), суть которого заключается в изготовлении пленочного баллона из воздухонепроницаемого материала, который в надутом состоянии служит оправкой для намотки некой детали трубчатой (баллонной, элептической и пр.) формы. Для того, чтобы баллонная оправка при намотке не деформировалась, проводится ряд технологических операций по укреплению ее прочности, а именно: сначала баллон в несколько слоев покрывается связующим, образующим на наружной поверхности баллона твердую пленку, на которую разными способами (ручной, спрей, окунанием и пр.) наносится дисперсно-наполненный композит, который после полимеризации увеличивает прочную пленку на поверхности до толщины приемлемой для намотки армирующего материала, т.е. собственно – намоточного процесса. После изготовления детали из баллона удаляется воздух и он вынимается. Внутри детали остаются отвержденные слои связующего и дисперсно-наполненного композита, которые выполняют функции специализированного внутреннего покрытия.
Способ непрерывного производства труб методом спиральной намотки/ «a method for spiral winding» (patent), разработанный в ООО СКБ «Мысль», позволяет производить трубы разного диаметра без оправки. Схема технологического процесса представлена на рис. 3.
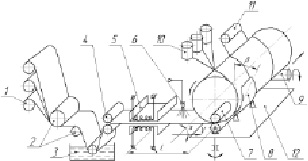
Рис. 3. Общая схема безоправочного непрерывного производства труб методом спиральной намотки листового композита
Способ реализуется следующим образом: сухой рулонный армирующий материал 1 через систему отклоняющих роликов 2 направляется в ванну для пропитки связующим 3, и после отжима в роликах 4 поступает в теплокамеру 5, предназначенную для ускорения процесса отверждения термореактивного связующего. На сформировавшуюся поверхность рулонного стеклопластика распылителем 6 наносится клеевой состав, после чего тянущими роликами 7 он направляется на формирующее устройство 8, которое путем изменения угла установки β задает расчетный диаметр изготавливаемой трубы. Угол навивки рулонного стеклопластика, величина перехлеста витков (толщина трубы) регулируется путем изменения угла α, для чего тянущие ролики 7 и формующее устройство 8 смонтированы на поворотной платформе 12. Продольное перемещение изготовленной трубы обеспечивает подающее устройство 9. Для повышения эксплуатационных характеристик изготавливаемой трубы дополнительно предусмотрена возможность нанесения на ее наружную поверхность либо пропитанного связующим ровинга 10, либо рулонного армирующего материала 11, либо теплоизоляционного слоя и т.п.
Предлагаются следующие варианты описанного способа производства:
– листовой способ спиральной намотки/«a method for helically winding sheet» (patent) – когда намотка осуществляется предварительно изготовленным рулонным стеклопластиком;
– рулонный способ спиральной намотки/«round spiral winding method» (patent) – изготовление намоточного стеклопластикового листа и процесс намотки находятся в едином технологическом цикле (рис. 3);
– усиленный способ спиральной намотки/«reinforced spiral minding method» (patent) – на наружную поверхность намотанной листовым стеклопластиком трубы наносится дополнительный слой материала (ровинг, рогожа и пр.), для которого спиральныя труба выполняет роль оправки;
– труба со специальным внутренним слоем/«a pipe with a special inner layer» (patent) – труба, на внутреннюю поверхность которой нанесен специальный защитный слой (с функцией дополнительной химической, абразивной, тепловой и пр.
Технология объемного формования.
Разработанная в ООО СКБ «Мысль» технология объемного формования/«surround molding technology» (patent), позволяет изготавливать практически любые объемные изделия, при этом до минимума сведены затраты на технологическую оснастку и время на изготовление композитного изделия.
Суть предлагаемого технического решения состоит в том, что сначала изготавливаемое изделие сшивают из предварительно раскроенного в размер армирующего материала. Затем вовнутрь помещают воздухонепроницаемый эластичный баллон с ниппелем.
Полученную, вышеописанным способом, заготовку пропитывают термореактивным связующим после чего через ниппель в баллон подается воздух, под давлением достаточным для принятия заготовкой объемного вида изготавливаемого изделия. После выдержки баллона под избыточным давлением в течение времени полимеризации смолы, давление сбрасывают, а баллон вынимают или оставляют внутри в качестве дополнительного внутреннего защитного слоя.
Преимущества предлагаемого способа производства объемных изделий из композитов перед известными способами (намотка, пултрузия, контактное формование и др.) очевидны и заключаются в следующем:
1) отсутствие форм и технологической оснастки существенно удешевляет и упрощает процесс производства;
2) емкостное изделие, например, цистерну или воздуховод, можно изготовить сразу с присоединительными патрубками и закладными элементами конструкции;
3) данная технология позволяет изготавливать изделия переменного сечения и неограниченной длины, определяемой только ограничениями по транспортировке и монтажу. При этом, заготовленный в цеховых условиях полуфабрикат изделия, можно транспортировать на место установки в свернутом виде, а окончательный монтаж (подачей сжатого воздуха вовнутрь баллона) производить по месту;
4) объемная конфигурация изготавливаемого изделия лимитируется только возможностями по сшивке элементов конструкции, при этом само изделие получается после полимеризации, по сути – бесшовное.
Опытно-экспериментальные работы, выполненные в рассматриваемом направлении изготовления изделий подтвердили ожидаемые параметры и перечисленные выше достоинства данной технологии производства.
В СКБ «Мысль» проведены опытно-экспериментальные работы по изготовлению описываемым способом емкости, элементов трубопроводной арматуры (тройник, отвод), трубы переменного диаметра и др. Работы признаны успешными. Разработан ряд нормативных документов на предлагаемый способ производства изделий из композиционных материалов. Разработаны теоретические основы расчета конструкции ламината и оптимальной схемы раскроя армирующих материалов, позволяющие интенсифицировать процесс производства и минимизировать производственные издержки.
Вариантами описанного технического решения являются следующие виды конструкций и технологические предложения по оптимизации отдельных операций и расширению функциональных возможностей объемного способа формования в целом (ноу-хау):
– контробъемный способ формования/ «kontrobemny molding method» (khow how) – связующим является термореактивная смола холодного отверждения, которой пропитывается подготовленная заготовка детали из сухого армирующего материала до подачи в баллон воздуха или наносится на поверхность «надутой» делали ручным (кистью, валиком и т.п.), механизированным (валики с принудительной подачей связующего) или «спрей» (аппликатором, пистолетом и т.п.) методом;
– термообъемный способ формования/ «termoobemny molding method» (khow how) – связующим является термореактивная смола, отверждаемая путем подачи в баллон горячего воздуха или обогревом «надутой» детали в термокамере или инфракрасными обогревателями;
– УФ-объемный способ формования/ «UV-volume molding method» (khow how) – связующим является термореактивная смола УФ отверждения;
– объемно-роллтрузионный способ формования/«space-rolltruzionny molding method» (khow how) – полнообъемная заготовка, пропитанная термореактивной смолой горячего отверждения прогоняется через систему нагретых формующих роликов, где изделию после полимеризации смолы придаются окончательные формы (пустотелые: квадратная, элипсообразная, треугольная, серповидная и пр.);
– последовательно-объемный способ формования/«serial-to-volume molding method» (khow how) – способ формования, при котором сложное объемно-пространственное изделие формуется не сразу, а путем последовательного формования (с полимеризацией) его отдельных частей, в едином технологическом цикле, для чего каждая часть изделия снабжена индивидуальным баллоном с отдельным приводом;
– объемно-матричный способ/«space-matrix method of forming» (khow how) – контактный способ изготовления изделий из композиционных материалов, при котором роль матрицы выполняет надувная модель, выполненная из воздухо- (паро-, водо-, газо- и т.п.) непроницаемого материала многоразового применения;
– гибридно-объемный способ формования/«the hybrid-volume molding method» (patent) – способ объемного формования, при котором внутренний воздухонепроницаемый баллон выполнен из легкоплавкого термопластичного материала, который при подаче во внутрь его горячего воздуха, подплавляется и частично вдавливается в армирующий материал, пропитанный смолой горячего отверждения, а после окончания формования термопластичный слой остается в изделии и выполняет функции специализированного защитного слоя;
– объемно-каркасный способ формования/«space-frame molding method» (khow how) – суть данного варианта объемного формования заключается в том, что воздухонепроницаемые баллоны являются не собственно изделием, а только его каркасом, вокруг которого сформирована поверхность изделия из пропитанного связующим армирующего материала;
– объемно-дифференциальный способ формования/«spece-differential molding method» (khow how) – в данном варианте во внутренней полости формуемого изделия размещено несколько воздухонепроницаемых баллонов с индивидуальными приводами, что позволяет формовать внешний контур изделия, варьируя давление в каждом из баллонов;
– полиобъемный способ формования/ «poliobemny molding method» (khow how) – в данном варианте для формования контура изделия применяются не только надувные баллоны, но и полномасштабные изделия, выполненные из других видов материалов, например, из пенопластов, дерева, пластинина и пр.;
– инжекционно-объемный способ формования/«injection volume molding method» (khow how) – здесь предложен способ подачи связующего методом инжекции в армирующий материал по каналам, проложенным по наружной поверхности формуемого изделия, в нескольких точках поверхности, через специальные клапаны.
Литьевые способы изготовления ПКМ.
В области литьевых технологий СКБ предлагает способ ротационно-вибро-центробежного формования/«the method of rotational vibration rotomolding» (patent) изделий трубчатой формы, позволяющий получать качественные трубы с функциональными слоями, отличающимися как по структуре композита, так и по свойствам отдельных слоев изделия.
В области центробежных способов формования изделий из ПКМ в СКБ разработано несколько альтернативных способов изготовления, учитывающих назначение и конфигурацию данного вида изделий.
Интегральные конструкции.
СКБ предлагает поливариантный способ изготовления/«multivariate method of manufacturing» (patent) изделий из композиционных материалов, отличающийся тем, что для изделий с разными функциональными слоями (частями) в едином непрерывном технологическом процессе реализуются различные способы производства, конечным результатом которых является единое, не разъемное композитное изделие, причем формование изделия из различных частей происходит в течение времени полимеризации связующего.
Таким образом, предложено более 40 новых и усовершенствованных способа изготовления изделий из полимерных композиционных материалов на термореактивной матрице из органических смол. Предлагаемые технические решения позволяют расширить представление о способах производства изделий из ПКМ, реализовать новые возможности применения композитов и новые виды изделий, прежде всего – производственно-технического назначения.
Библиографическая ссылка
Холодников Ю.В. СПОСОБЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТОВ // Международный журнал прикладных и фундаментальных исследований. 2016. № 6-2. С. 214-221;URL: https://applied-research.ru/ru/article/view?id=9584 (дата обращения: 04.07.2026).